优化辊列解决结晶器液面波动的研究与应用
时间:2023-02-19 14:30:08 来源:千叶帆 本文已影响人
供稿|刘伟芳
内容导读
针对本钢炼钢厂2 号板坯连铸机生产的包晶钢,结晶器液面存在波动问题。通过分析包晶钢结晶器液面出现的周期性波动,参考包晶钢的相变特性,推断出钢液在扇形段内产生包晶相变反应L+δ→γ,使液芯发生约4%的体积收缩,扇形段内铸坯的液芯容积发生变化,造成结晶器液面出现波动。结合本钢2 号连铸机的生产实际,其扇形段采用单一辊列设计,造成这种液芯容积变化的逐渐叠加,经扇形段同一种辊径及辊间距的共振放大,最终形成结晶器液面的周期性波动。结果表明:包晶钢的成分设计对结晶器液面波动有一定的影响;
合理控制钢水过热度,能有效的抑制结晶器液面波动。本研究通过对铸机扇形段辊列进行优化设计,最终解决结晶器液面波动的问题。
高效连铸是连铸技术发展的主要目标,近些年,各工厂均在追求着高拉速、高质量、高效率、高连浇率,并力争生产无缺陷铸坯[1]。在所有高效连铸生产过程中,结晶器液面的稳定程度至关重要。结晶器液面出现大范围的波动,势必会影响连铸的拉速,极大地限制了连铸机的高效运行,同时,也将带来不小的质量隐患。
本钢炼钢厂2 号连铸机于2000 年投产,是由奥钢联(VAI) 设计的直弧型、连续弯曲、连续矫直、小辊径密排辊的连铸机,设计板坯生产能力为175 万t/a。自投产以来,在生产包晶钢种时,结晶器液面频繁出现波动问题,极大地限制了拉速的提高,且非常容易引起铸坯坯壳的卷渣,从而导致铸坯在后序热轧工序生产时出现夹杂缺陷,影响了铸坯的表面质量。
本文从包晶钢的产品特性、连铸机本体设计两方面入手,研究结晶器液面波动所形成的机理,找出规律,获得影响液面波动的根本原因,制定相应的解决方案,最终解决了包晶钢结晶器液面波动的问题,从而获得良好的铸坯质量,达到稳定连铸高效生产的目的。
本钢炼钢厂2 号连铸机于2000 年投产,2009 年进行了第二次设备改造,增加动态轻压下功能,同时对二冷水控制模型进行改进,增加了二级机动态控制功。铸机的相关技术参数见表1。

表1 2 号连铸机相关技术参数
2 号连铸机出现结晶器液面波动的主要钢种,以BG380CL、BG420CL、SW400 等碳的质量分数在0.09%~0.15%的亚包晶钢为主[2]。BG380CL 结晶器液面波动情况如图1 所示,由图1 可知,波动幅度一般在±10 mm,严重时液面波动幅度能达到±15 mm 以上,并且呈现一定的周期性。
此类结晶器液面波动,同一铸机的两铸流发生的时间与波动程度并不相同,另外,在同一生产周期(即同一浇次)的前期波动并不明显,浇次中后期波动情况加剧,并在浇次结束前又趋于平稳。本文主要从化学成分、冷却环境、辊列设计等方面,对结晶器液面波动的产生原因进行分析,并制定相应的控制措施。
数据收集
采集一组生产数据,钢种BG380CL,整个浇次共计浇铸8 炉,每炉采集一组结晶器液面波动的历史数据。BG380CL 的钢种设计成分见表2,实际生产数据见表3。
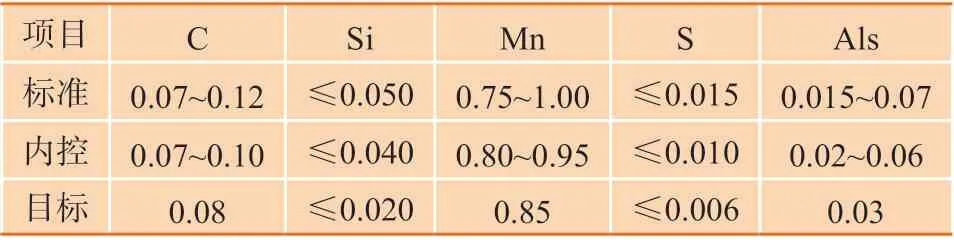
表2 BG380CL 钢种设计成分(质量分数) %

表3 BG380CL 成分(质量分数)及过热度 %
记录显示:第L1 炉次,液面波动周期6 s,波动范围处于±3 mm 之间,属于正常设计范围。第3 炉次开始出现双波峰情况,即是一个波峰与另一个波峰相连,双波峰之后,再接一个正常波峰,此时结晶器液面波动现象开始加剧。波动周期为18 s,波动范围:-4.2~+3.8 mm,其波动变化情况如图2 所示。
随着浇铸时间增加,第L5 炉次时,双波峰与其后正常波峰逐渐呈现靠拢合并趋势,波动周期18 s,波动范围:-16.5~+10.5 mm。波动变化情况如图3所示,此时,结晶器液面波动范围达到最大值,并延续至浇次结束。
需要说明的是,在进行数据收集之前,需要对连铸机生产前的设备本体进行一次较为详细的检查、评估。因为如果设备状态出现问题,如扇形段开口度,或者两辊之间的接弧出现偏差,会使铸坯在经过存在问题的辊子时,出现内外应力不均匀的情况,从而形成了钢液回流的问题,造成结晶器液面波动。通过设备检修,检查铸机的接弧与开口度情况,并未出现偏离标准值的情况,排除了设备异常影响的因素[3]。
成因分析
钢水过热度
钢水过热度(一般认为20 °C 较为合适[4])偏高,会使出结晶器时的坯壳变薄,进而使铸坯抵抗外来应力的能力减弱,易发生铸坯鼓肚变形。同时,钢水的过热度也与铸坯坯壳的厚度密切相关。随着过热度的增加,液相穴长度变长,液固相间距减小,这主要由于钢液的过热度较高时,钢液开始凝固时间增加的幅度变大,过冷度增加,钢液凝固的速率很大,钢液迅速凝固[5]。这会导致坯壳不均匀,让铸坯液芯的钢液,受扇形段辊挤压后,有更加明显的回流倾向,对结晶器液面波动产生不利的影响。
成分影响
出现波动炉次钢水成分碳的质量分数在0.08%~0.09%,锰的质量分数在0.95%~1.01%。此类高锰钢的碳的质量分数,位于包晶钢范围。一般认为,包晶钢出现的结晶器液面波动,主要源于包晶钢在凝固过程中发生的包晶相变L+δ→γ[6]。
包晶转变是发生在两固相中,体心立方的初生相,转变为密排六方的包晶相,由于致密度增加,在没有新的钢液补充下,就会引起铸坯内部的收缩[7],使保护渣流入不均匀,结晶器传热不均衡,坯壳比较薄弱。在二冷区内,钢水静压力导致铸坯在两个辊子中间产生鼓肚,坯壳薄弱区域表现更为明显。
通过统计某厂全年生产共计116 炉结晶器液面波动炉次,分析碳的质量分数对应炉数间的比例关系。这里定义结晶器液面波动正常范围为:单位时间(s)±3.0 mm,超出此范围定义为结晶器液面异常波动。得出以下的规律,见表4。

表4 结晶器液面波动与碳的质量分数关系
从表4 可知:产生结晶器液面波动的碳的质量分数在0.07%~0.13%之间,越是靠近0.12%~0.13%位置,包晶相变越明显,后续钢种设计时,需要尽可能的避免碳的质量分数范围在此期间内,向靠近0.08%的低碳范围进行设计。需要注意的是,在实际的钢种设计时,为了满足细化晶粒,或者后序热轧产品的力学性能,势必会加入一些微合金,而其它合金元素对包晶相变的影响,也是必须要考虑进去的。通过合理的成分微调可有效降低包晶转变率,降低亚包晶钢高温相变收缩程度[8]。
相关研究表明:合金元素的加入可以使Fe-C 二元平衡相图包晶反应区域产生变化,且不同元素间又存在着相互作用,在实际应用时要考虑这些影响因素[9]。
辊列影响
通过计算固定拉速(1.0 m/min)下,液面波动周期(6 s 一个短周期,18 s 一个长周期),与扇形段辊周长、辊间距之间进行比较。足辊的直径为150 mm,扇形段辊直径为300 mm。
由表5 可知:在波动初期,足辊每转动2/9 圈,扇形段辊每转动1/9 圈,即出现一次小范围波动;
随着波动程度加剧,到了浇次的后期,足辊每转动2/3 圈,扇形段辊每转动1/3 圈,即出现一次较大范围的波动。

表5 BG380CL 波动周期与辊径关系
铸坯鼓肚时产生泵吸效应,导致结晶器液面迅速下降,结晶器液面控制系统会向结晶器充填钢水。同时随拉坯进行,鼓肚区域到两个辊子中间被压缩,液相穴内钢水也向结晶器内填充钢水,使液面迅速上涨,使结晶器内坯壳生长更不均匀[10]。
由于某厂铸机足辊辊列与辊径只有一种,随着铸坯浇注的进行,形成连续的变形。上述过程每形成一次,就会挤压铸坯液芯向上运动一次,波动情况就会越来越剧烈。如此反复,形成共振效应,使结晶器液面波动迅速加剧。一般情况下,发生此类波动,会进行铸坯拉速的调整,而拉速变化越大,整个结晶器内钢液的流速变化越明显,最终造成结晶器液面波动逐渐严重的情况。
钢种设计避开纯包晶区
通过降低碳的质量分数,将碳质量分数在0.07%~0.13%的纯包晶钢,转变质量分数在0.06%~0.09%的亚包晶钢,再加入微量的V、Nb、Ti 等合金元素,实现微合金化[11],保证热轧力学性能的要求。表6所示,为本钢某牌号SPHT2 成分设计,调整后的铸坯,在热轧轧制后,满足客户需求。

表6 某牌号SPHT2 成分设计调整(质量分数) %
合理控制钢水过热度
通过精炼工序的稳定冶炼,进行中间包钢水温度的调控,保证温度均匀。目标过热度控制在25 °C以内,同时炉次间的温度差别不应过大。本钢所用的钢包罐的容量为180 t,在连续使用的过程,需要注意钢包罐的热周转时间,并使用钢包罐保温材料,一般可使钢包包壳温度降低50 °C 以上,同时,需要炉外精炼的相关工序做到精细控制。
制定扇形段辊径改造方案
本钢针对2 号连铸机辊列布置相对单一的问题,对铸机设备进行了改造,如图4 所示,在未改造前,结晶器足辊、扇形段0 段辊径、扇形段辊径,直径分别为100、150 和300 mm 3 种单一辊径,且结晶器下口的足辊数量为3 对,使得铸坯出结晶器时,经过了较长的一段足辊冷却时间,使得铸坯芯部钢液更有机会形成周期性的泵吸效应。
通过设备改造,如图5 所示,结晶器足辊、扇形段0 段辊径、扇形段辊径分别改为100 mm、120 和160 mm(0 段)、300 mm 4 种辊径。结晶器足辊的数量减成1 对,0 段辊的数量增加为17 对。改造之后,铸坯芯部钢液,在出结晶器之后,经过足辊、0 段前、后两段,分别经过了不同的辊列布置,以达到抵消结晶器液面波动带来的周期性影响。
(1)攻关进行前,生产BG380CL 的中包过热度为29 °C,攻关后,平均中包过热度为25 °C。减小了钢水与铜板的温差、降低板坯壳层的热应力和收缩应力,而降低过热度本身又能增加凝固速率,进一步减少在薄壳中的应力和开裂可能性。
(2)辊径改造后,跟踪生产BG380CL 及同类的包晶钢,共计100 炉次,波动发生的频率由原来的88%,降低至目前的5.0%以下,基本解决了包晶钢结晶器液面波动的问题。
(1)通过成分优化设计,避开纯包晶区,并对钢水过热度进行合理控制,能够有效缓解包晶钢结晶器液面波动的问题,但无法完全解决此类问题。
(2)通过研究辊间距、辊径与波动周期的关系,推断出相同的辊径,促使结晶器液面波动形成共振效应,从而指导了铸机设备改造方向。通过改变扇形段辊径,以及适当调整足辊数量,抵消结晶器液面波动在扇形段形成的共振,达到最终解决包晶钢结晶器液面波动的目的。
猜你喜欢 铸坯结晶器钢水 马钢双板坯连铸机结晶器优化设计安徽冶金科技职业学院学报(2022年2期)2022-08-09圆坯连铸结晶器流场模拟研究安徽工业大学学报(自然科学版)(2022年3期)2022-07-14铝及铝合金圆锭铸造结晶器的应用研究铸造设备与工艺(2022年2期)2022-05-27影响连铸板坯宽度命中率的因素与工业实践天津冶金(2022年1期)2022-03-02Q335B板坯外弧角裂纹成因研究及控制天津冶金(2021年4期)2021-08-18鞍钢170 mm厚铸机大倒角结晶器优化生产实践鞍钢技术(2021年1期)2021-03-01以点破面解难题数学大王·中高年级(2020年9期)2020-09-21基于质量守恒的混钢过程模拟预测模型缔客世界(2020年8期)2020-04-09光影视界当代工人(2016年11期)2016-07-19关于150 t电炉VOD钢包耐材设计的研究科技与创新(2016年7期)2016-04-20 相关热词搜索:波动,液面,优化,





