数控铣床刀具半径补偿功能的运用
时间:2023-02-26 12:15:06 来源:千叶帆 本文已影响人
吴小风
(福州第二技师学院,福建 福清)
在数控铣床加工中,铣刀的刀位点在刀具中心线上,编程的基准是铣刀的中心,零件的轮廓是由铣刀加工后而形成的。以铣刀为例,刀位点位于刀具端部中心,而切削点位于铣刀外圆,这使得铣刀的切削点和刀位点不重合,并且相差一个半径值。如果以零件轮廓为编辑轨迹,那么在实际加工时单边将被切掉一个半径值。为了加工出符合图样要求的零件轮廓,刀心轨迹必须偏移工件轮廓一个半径值,我们把这种偏移叫作刀具半径补偿,刀具中心和图样轮廓之间的距离我们称之为偏置量。综上所述,刀具半径补偿的作用就是让刀心轨迹和工件实际轮廓从重合到偏移的过程。
(一)采用同一段程序可以对零件进行粗、精加工
1.刀具磨损半径变小后,用磨损后的刀具值更换原刀具值即可,即用手工输入方法将磨损后的刀具半径值输入原D代码所在的存储器中即可,而不必修改程序。
2.利用刀具半径补偿功能,通过修正刀偏值,完成粗、精加工。
3.案例分析:如图1所示,按实际轮廓ABCD进行编程,在粗加工中时,将D偏置量设为D=R+Δ,其中R为刀具,Δ为精加工余量、修正量,粗加工后,形成的工件轮廓尺寸比图样轮廓ABCD每边大Δ。精加工将偏置量设为D=R,零件加工后得到图样所要求的轮廓ABCD。当工件加工后,若实际测量尺寸比图样要求尺寸大,采用同样的办法进行修整。
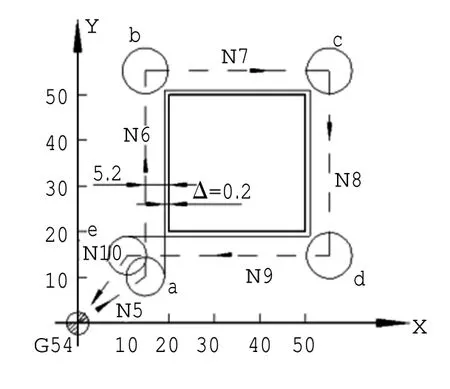
图1 粗、精加工余量
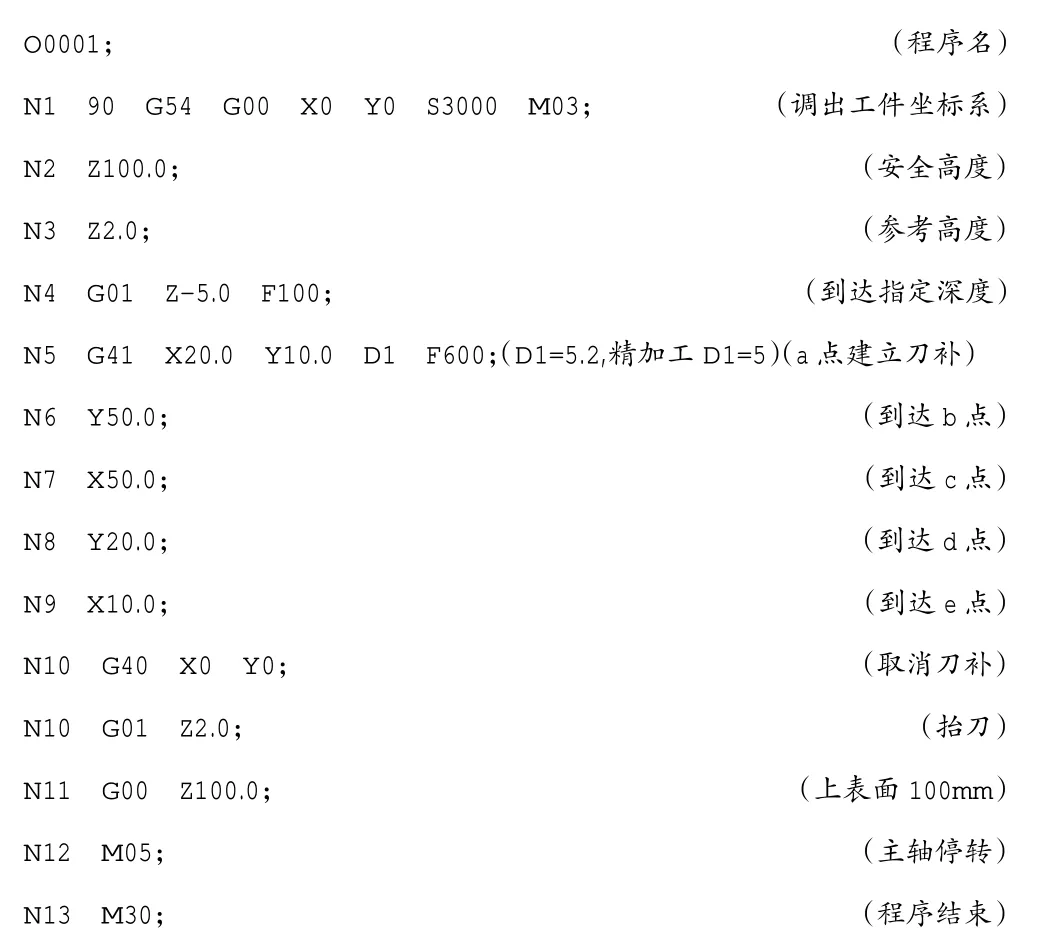
4.实例运用:使用Φ10立铣刀对工件进行粗、精加工,精加工余量为0.2mm,铣削深度为5mm。粗加工和精加工只是除了存储在D01里面的偏置量不一样外,程序相同,所以精加工的时候只需把存储地址D01的数值由5.2改为5就可以使用原先的程序对工件轮廓进行精加工。
(二)采用正/负刀具半径补偿加工凸和凹轮廓
1.同一程序能加工零件公和母两个形状(型芯和型腔),并且他们之间可以通过选择偏置量进行调整。
2.在内工外轮廓时,将偏置量设为+D,刀具中心将沿轮廓的内侧切削。一般情况下偏置量是正值,将偏置量设为-D,刀具中心将沿轮廓的内侧切削。
3.这种编程与加工方法,在模具加工中运用较多。
4.实例运用。在实际使用过程中,要注意以下两点:第一,凸、凹模型加工时刀具的走刀方向一致,都是顺时针或者逆时针,如果加工凹件时使用顺铣方式,那么凸件加工就会变成逆铣方式。我们可以看出,加工凹件时刀具采用G41的方式进行顺铣,凸件实际上是以G42方式进行逆铣。第二,使用此方法必须在工件上表面先建立刀补,然后再下刀,否则切削深度较大时,不利于使用子程序分层切削。如果先下刀,后建立刀具,那么就会造成工件的过切,此时必须更改下刀点,下刀点分别在凹件内部和凸件外部。根据零件的大小和实际加工区域,我们选择Φ12的铣刀对其进行加工。

图2 实例图
实例程序如下:
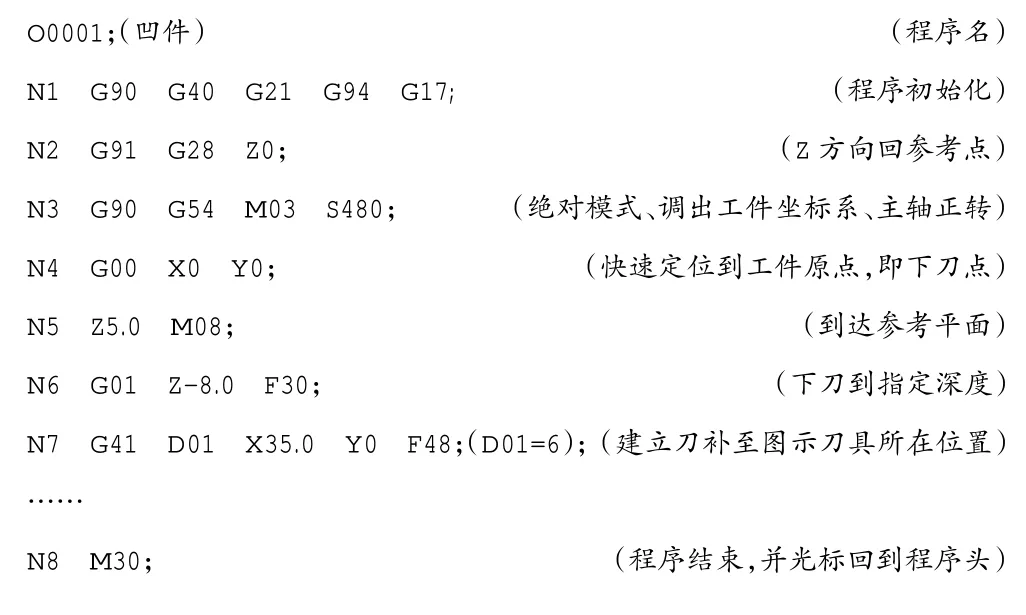
以上是凹件的加工程序。加工凸件时,若采用先建立刀补后下刀,只需要把N7程序段的D01里面的数值改为-6.0即可。若先下刀后建立刀补,需要把N4 G00 X0 Y0由凹件内部下刀改为在凸件外部合适位置下刀,同时把N7程序段中的G41改为G42即可,这也是我们在实际教学过程中经常使用的方法之一。
(一)刀补建立和取消时产生的报警及过切
1.机床出现P/S报警034号,这是刀补建立和取消时运用G02、G03指令造成的,大部分数控系统不支持使用G02、G03指令建立和取消刀补。
解决策略:改用G01、G00指令来建立或取消刀补。若运用G00指令来建立刀补,为了安全起见,需先建立刀补后再下刀。
2.刀补建立和取消时起动点和切入点不在同一侧造成的过切。OM路线建立刀补,造成过切,AM路线取消刀补,造成过切。
解决策略:建立刀补时让起动点和切入点在同一侧(如OA路线),取消刀补时也应该在同一侧(如AN路线),这样就可以避免过切。
3.连续两段非XY平面内移动指令造成的过切。如G90、M05、G04 X10.0、G17(G18、G19)平面内的Z(Y、X)轴移动指令等都属于非移动指令。当补偿从N3开始建立时由于机床只预读两句,而N4、N5都为Z轴移动,没有XY轴移动,机床无法判断下一步补偿矢量,若机床不报警,刀补会照常进行,只是N3的目的点发生了变化。刀具中心将会运动到P1点,其位置是N3的目的点与原点连线垂直方向左偏D01值,于是发生过切。起始点在X0Y0处,高度为100mm处,若刀具半径补偿由起始点开始,由于接近工件及切削工件时要有Z轴移动,这时容易出现过切现象,以下是一个过切程序实例。

解决策略:把N3放在N4或者N5后面,这样就可以避免连续两段程序是非XY平面移动指令。
(二)刀补使用过程中产生的报警及过切(G41/G42干涉)
1.内圆弧半径小于刀具半径造成的报警及过切。
当偏置量大于加工轮廓的内圆弧半径时,机床会产生报警现象。
若偏置量等于内圆弧半径,同时刀具半径大于内圆弧半径,这时机床不会报警,但圆弧会产生过切。若偏置量刚好等于刀具半径,同时内圆弧半径小于刀具半径,向圆弧内侧的半径补偿将会导致过切,这时机床报警,并停止在将要过去语句的起点上。
解决策略:
(1)满足内圆弧半径R≥刀具半径+精加工余量。
(2)增大内圆弧半径值。粗加工为了加工效率不得不选用直径较大的刀具,而内圆弧的半径又较小,这时可以通过程序增大内圆弧的半径来满足粗加工刀具半径,精加工时通过程序把内圆弧半径改回图样要求。使用Φ20铣刀进行粗加工,内圆弧为6mm改为10.2mm,从A点运动到B点的粗加工程序为:G03 X-16.341 Y23.350 R10.2,精加工时选用半径小于或等于6的铣刀,程序为:G03 X-16.341 Y23.350 R6.0,这样既提高了效率又保证了精度。
2.加工小于刀具半径的沟槽产生的过切。
由于刀具半径补偿功能使刀具中心轨迹以编程方向相反的方向移动,将引起过切。开始刀具沿AB轮廓加工,当刀具与BC线相切时,此时刀心位置停在O1点,CD轮廓被过切。为了满足刀具补偿矢量关系,刀具沿着BC轮廓的反方向运动,并且与CD轮廓相切,刀具中心在O2点停止,AB轮廓被过切,此时机床显示报警,并且在该程序段的开始处停止。
解决策略:选择直径比槽最窄处还小的刀具。
3.加工小于刀具半径的台阶。
数控铣床在刀补模式下加工直线性转接且夹角≥90°的外轮廓时,在交点的过渡模式有圆弧和直线两种,一般由M96和M97指定。如果在圆弧过渡下加工小于刀具半径台阶时,因为使用了刀具半径补偿功能,刀心轨迹和被加工轮廓为了保证刀补的矢量关系,将会导致被加工零件的过切。
解决策略:
(1)使用半径小于台阶高度的刀具。
(2)使用直线过渡模式。
曾有人断言,随着计算机CAD/CAM技术的发展和普及,数控手动编程和刀具半径补偿功能将会被淘汰。不可否认,自动编程技术的发展,使数控加工提升到一个新高度,但手动编程作为数控编程的基础有着不可撼动的地位,它可以让学生认识数控指令、理解程序结构、掌握编程的原理。刀具半径补偿功能更是数控加工中的经典,功能再强大的CAD/CAM软件都具有后置程序加入刀具半径补偿的功能,刀具半径补偿功能的使用是数控加工编程者必须掌握的必修课,永远不会被淘汰,只是形式发生了改变,由自动化向智能化转变。掌握刀具半径补偿的作用和使用技巧、禁忌,为产品的程序编制、工艺安排提供可靠依据,可以更好地处理好程序、刀具半径补偿功能、机床之间的关系,更好地为教学和生产服务。
猜你喜欢 铣刀精加工偏置 喷锡钢网曲线偏置方法研究智能计算机与应用(2022年9期)2022-09-28基于40%正面偏置碰撞的某车型仿真及结构优化汽车实用技术(2022年15期)2022-08-19基于双向线性插值的车道辅助系统障碍避让研究中国信息化(2022年5期)2022-06-13木工榫槽机柄铣刀运动力学特性分析林业机械与木工设备(2022年4期)2022-05-08某越野车小偏置碰撞结构优化北京汽车(2021年1期)2021-03-04铣工安全生产技术的研究数码世界(2018年9期)2018-12-21飞机部件智能柔性精加工技术研究教练机(2018年1期)2018-05-09飞机部件精加工的研究与装配型架中的调整科学与财富(2017年27期)2017-10-17空压机缸体材料成型与加工方案规划与应用科技资讯(2016年28期)2017-02-28初中英语教学的“精加工”策略再探中学课程辅导·教师通讯(2016年20期)2017-02-15 相关热词搜索:半径,刀具,补偿,





