新能源汽车挤压铝型材挤压模具案例解析
时间:2023-02-28 14:55:07 来源:千叶帆 本文已影响人
陈勇慧
(瑞安江南铝业有限公司,温州 325000)
随着环境污染越来越严重,全世界对新能源的开发和倡导使新能源汽车的推广应用迫在眉睫,同时对汽车材料轻量化发展、铝合金的安全应用及其表面质量、尺寸和力学性能等要求也越来越高[1]。以一台整车重量为1.6 t的新能源汽车为例,铝合金的用料大约450 kg,占比约为30%。挤压生产过程中出现的表面缺陷,尤其是内外表面粗晶问题,严重影响了新能源汽车铝型材的生产进度,成为其应用发展的瓶颈。对于挤压型材来讲,挤压模具的设计与制造是重中之重,所以新能源汽车铝型材的模具研发势在必行。提出科学合理的模具解决方案,从而进一步提高新能源汽车铝型材合格率和挤压生产率,才能满足市场需求。
目前,传统的挤压模设计、制造工艺不能达到生产合格新能源汽车铝型材的需求,而国内市场对该模具的开发尚处于起步阶段[2]。本公司与多家铝企业合作,经过数十次的试验,开发了一系列新能源材料。本文介绍了其中一款研发成功并大批量投入生产的新能源汽车电池组安装梁铝型材挤压模具解决方案,可供大家参考和借鉴。
(1)零部件材料、表面处理及防腐按ETS-01-007《铝合金型材零件技术要求》、ETS-01-006《阳极氧化表面处理技术要求》标准中的相关规定执行。
(2)表面处理:阳极氧化,表面不能有粗晶。
(3)零件表面不允许有裂纹、起皱等缺陷。氧化后零件不允许被污染。
(4)产品禁用物质满足Q/JL J160001—2017《汽车零部件和材料禁用、限用物质要求》标准中的规定。
(5)力学性能要求:抗拉强度≥210 MPa,屈服强度≥180 MPa,断后伸长率A50≥8%。
(6)新能源汽车铝合金成分要求如表1所示。
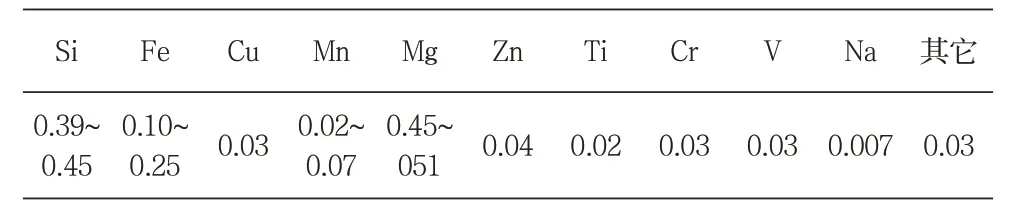
表1 合金化学成分(质量分数/%)
新能源汽车配件电池组安装梁组件尺寸如图1所示。
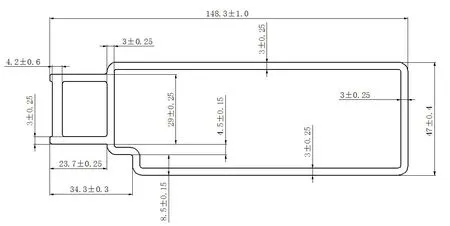
图1 汽车配件电池组安装梁
(1)传统方案1#即改进前挤压模设计如图2所示。按常规设计思路,如图中箭头指向所示,加工中间筋位处,舌下引流处,上下引流单边20°,引流高度H15 mm往筋部供铝水,舌下空刀直角过度,铝水残留在拐角处,容易产生死区存在铝渣,生产后经氧化验证表面极其容易出现粗晶问题[1]。

图2 改进前的挤压模具设计
对该传统模具制造工艺方案进行以下初步优化:①在此模具基础上,尝试打供料增加筋部的铝供给量;
②在原基础上加深舌下空刀深度,即在原来的15 mm上再增加5 mm;
③舌下空刀宽度在原来14 mm的基础上加宽2 mm。优化后实物图如图3所示。

图3 初步优化后的挤压模具结构
验证结果表明,通过以上3项初步改进后,型材在氧化处理后,粗晶缺陷依然存在,没有得到合理的解决,这说明本次的初步改进前方案仍然不能满足新能源汽车铝合金材料生产要求。
(2)在初步优化的基础上提出新方案2。新方案2#的模具设计如图4所示。根据“金属流动性原理”和“最小阻力定律”[2],改进后的汽车配件模具2#采用“开背孔”式设计方案,筋部位置起到直冲作用,减少摩擦阻力;
进料面设计成“锅盖状”,桥位加工成幅度型,目的在于减少摩擦阻力,提高融合度,降低挤压力;
尽量沉桥防止桥底产生粗晶问题,桥底舌下空刀宽≤3 mm;
公头工作带与下模工作带阶差≤1.0 mm;
上模舌下空刀顺滑,均匀过渡,不留阻流包,尽量直冲成型孔部位;
中间内筋条处两公头之间工作带尽量短,一般取值为壁厚的1.5~2倍;
引流槽过渡平缓,满足足够金属铝水流进型腔,呈充分融合状态,各处不留死区[3](上模后空刀不超2~2.5 mm)。改进前后挤压模具架构对比如图5所示。
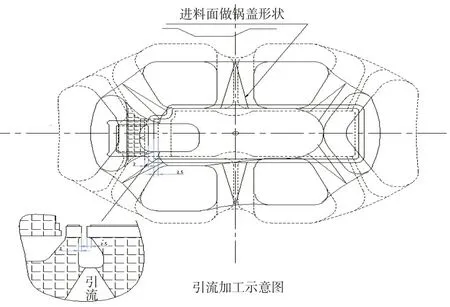
图4 改进后2#挤压模具设计
(3)注意加工细节方面改进。桥位打磨接顺,上下模工作带平整,降低变形阻力,改善金属流动以减小不均匀变形量,能有效抑制粗晶、焊合等问题,从而保证筋出料位置和桥根部快慢与其他部位同步,合理科学地抑制铝型材表面粗晶焊合等表面问题。模具引流改进前后对比如图6所示。
对于新能源汽车6063-T6铝合金而言,按分流模挤压比在20~80计算,此铝材在1 800 t机挤压的挤压比为23,符合该机台生产性能需求[4]。挤压工艺如表2所示。

表2 新能源汽车电池包安装梁铝型材挤压生产工艺
挤压时注意以下几点[5]:
(1)禁止在同一个炉内模具叠加加热,否则将导致模具温度不均、易出现结晶。
(2)若挤压过程中出现异常停机,停机时间不得超过3 min,否则必须卸模具。
(3)禁止卸模后直接回炉加热再挤压。
经过数十次的模具修模和试模改进,提出以下合理的修模方案。
(1)针对原有1#模具进行修正及调整:①尽量沉桥,桥底宽≤3 mm;
②公头工作带与下模工作带阶差≤1.0 mm;
③不要留阻流包;
④内筋条处两公头之间工作带尽量短,引流槽过渡平缓,尽量大并光滑;
⑤下模工作带尽量短;
⑥各处不留死区(后空刀不超2 mm);
⑦内腔粗晶修上模,外表面粗晶减下模工作带和打平阻流包,或者不要阻流包,减短下模工作带[6]。
(2)在上述1#模具的进一步修模与改进的基础上,对2#模具进行如下修模:①消除两公头死区;
②铲平阻流包;
③减小公头和下模工作带落差;
④减短下模工作带。
(3)修模并改进后,所得成品表面质量达到理想状态,表面光亮,无任何粗晶,极好地解决了此类新能源汽车铝型材表面存在的粗晶、焊合等缺陷难题。
(4)挤压量由原来的5 t/d提高到15 t/d,生产效率大大提高。
改进前后对比如图7所示。
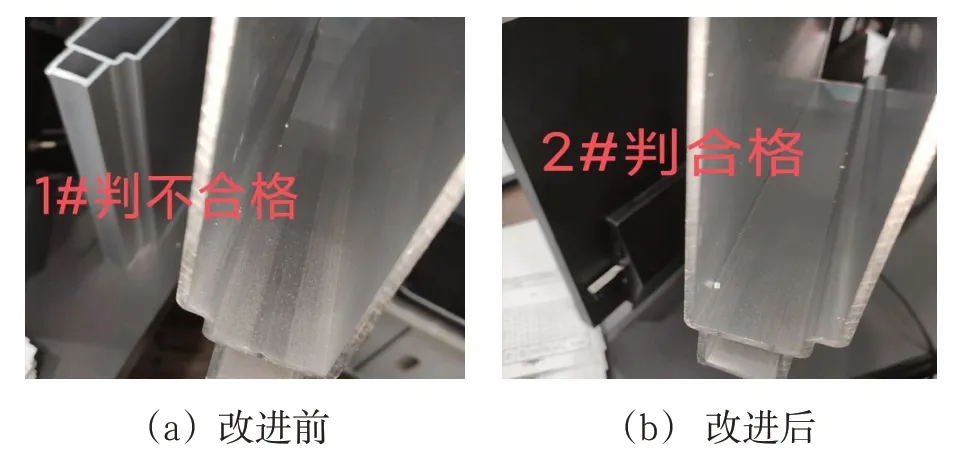
图7 修模改进前后结果对比
通过对原模具反复优化和改进,彻底解决了有关于新能源汽车铝型材表面粗晶、焊合等一大难题。
(1)对原模具薄弱环节--中间筋位线处进行合理优化,通过消除两公头死区、铲平阻流包、减小公头和下模工作带落差、减短下模工作带等改进措施,成功克服了此类汽车所用6063铝合金存在的粗晶、焊合等表面缺陷问题。
(2)挤压量由原来的5 t/d提高到15 t/d,生产效率大大提高。
(3)此挤压模具设计与制造成功案例在同类型材生产中具有代表性和参考性,值得推广。
猜你喜欢 下模铝型材舌下 汽车橡胶减震衬套模具橡塑技术与装备(2022年5期)2022-12-13一种橡胶复合制品硫化成型模具橡塑技术与装备(2022年7期)2022-07-06我国工业铝型材生产的现状及发展趋势世界有色金属(2021年3期)2021-12-04浅谈钣金加工中的工序集约化改善钣金与制作(2021年5期)2021-05-18建筑铝型材料制造业市场营销现状与对策上海建材(2021年3期)2021-02-12舌下片,舌下用爱你·健康读本(2019年11期)2019-12-10舌下片,舌下用爱你(2019年41期)2019-11-146063铝型材表面斑点腐蚀的成因及维护探究中国金属通报(2019年1期)2019-01-04剖宫产术中舌下含服卡前列甲酯栓预防产后出血的疗效评价中国医药指南(2017年3期)2017-11-13舌下用药,避免“首过消除”中老年健康(2016年11期)2017-02-05 相关热词搜索:挤压,新能源,铝型材,





