中空挤压铝型材焊合位置组织和性能试验
时间:2023-03-02 22:00:04 来源:千叶帆 本文已影响人
李恩波 张富亮 陆宏韬 樊 晨
辽宁忠旺集团有限公司 辽宁辽阳 111003
随着新能源汽车行业的不断进步和发展,汽车轻量化成为主要研究课题之一。铝合金作为理想轻质材料的一员,对铝合金服役性能的要求也越来越高。全铝车身框架主要以中空挤压铝型材为主,型材在挤压过程中,首先圆形铸锭在挤压力的作用下,经分流桥被分为几股金属流流入焊合室,在高温高压条件下重新焊合,最后被挤压出模孔,形成含有焊缝的中空铝型材。
对于中空铝型材来说,焊合位置的性能往往是比较薄弱的区域,模具设计不当或不合理的挤压工艺都会对焊合位置的质量造成影响。其中,挤压速度还会间接影响焊合压力和料坯温升,同时挤压的快慢还关乎着生产效率。因此,有必要进一步研究挤压速度对中空挤压铝型材焊合位置的组织和性能的影响规律,为型材的挤压生产工艺提供参考。
将汽车用6005A中空挤压铝型材作为试验材料,化学成分见表1。采用半连续铸造方法,泡沫陶瓷过滤,Al-Ti-B丝细化,直径规格为572 mm。均匀化处理后,使用12 500 t挤压机进行挤压加工。使用相同模具和挤压工艺、不同挤压速度进行挤压生产,挤压速度分别为10 mm/s、15 mm/s、20 mm/s、25 mm/s。型材断面焊合位置如图1所示。

表1 6005A化学成分

图1 型材横断面焊合位置
挤压后型材采用在线水雾淬火工艺,拉伸矫直变形率为0.5%~1.5%。切去头尾拉伸变形区后,在时效炉内进行8 h、175 ℃人工时效。时效后用线切割方法切取料样,对型材焊合位置进行晶粒度检测、布氏显微硬度检测和低倍断口检测。
3.1 晶粒度检测
检测晶粒度的试样经磨制和抛光后,进行阳极覆膜,覆膜液中HBF4与H2O比值为3.4∶96.6,使用金相显微镜观察型材焊合位置a1处晶粒形貌。不同挤压速度对应的型材焊合位置晶粒形貌如图2所示。可见,随着挤压速度的增大,铝合金的平均晶粒尺寸呈现先减小后增大的变化规律。挤压速度为10 mm/min的型材焊合处晶粒分布的均匀性较差,有较多的大尺寸晶粒,铝合金的晶粒度级别为6.5。当挤压速度增大到15 mm/s时,细小的晶粒数量增多,粗大的晶粒组织减少,铝合金中晶粒的均匀性也变好。20 mm/s挤压速度对应的型材焊合位置的晶粒最为细小均匀,晶粒度级别为7。挤压速度继续增大到25 mm/s时,组织中小尺寸晶粒开始减少,大尺寸晶粒逐渐增多,且均匀性变差。
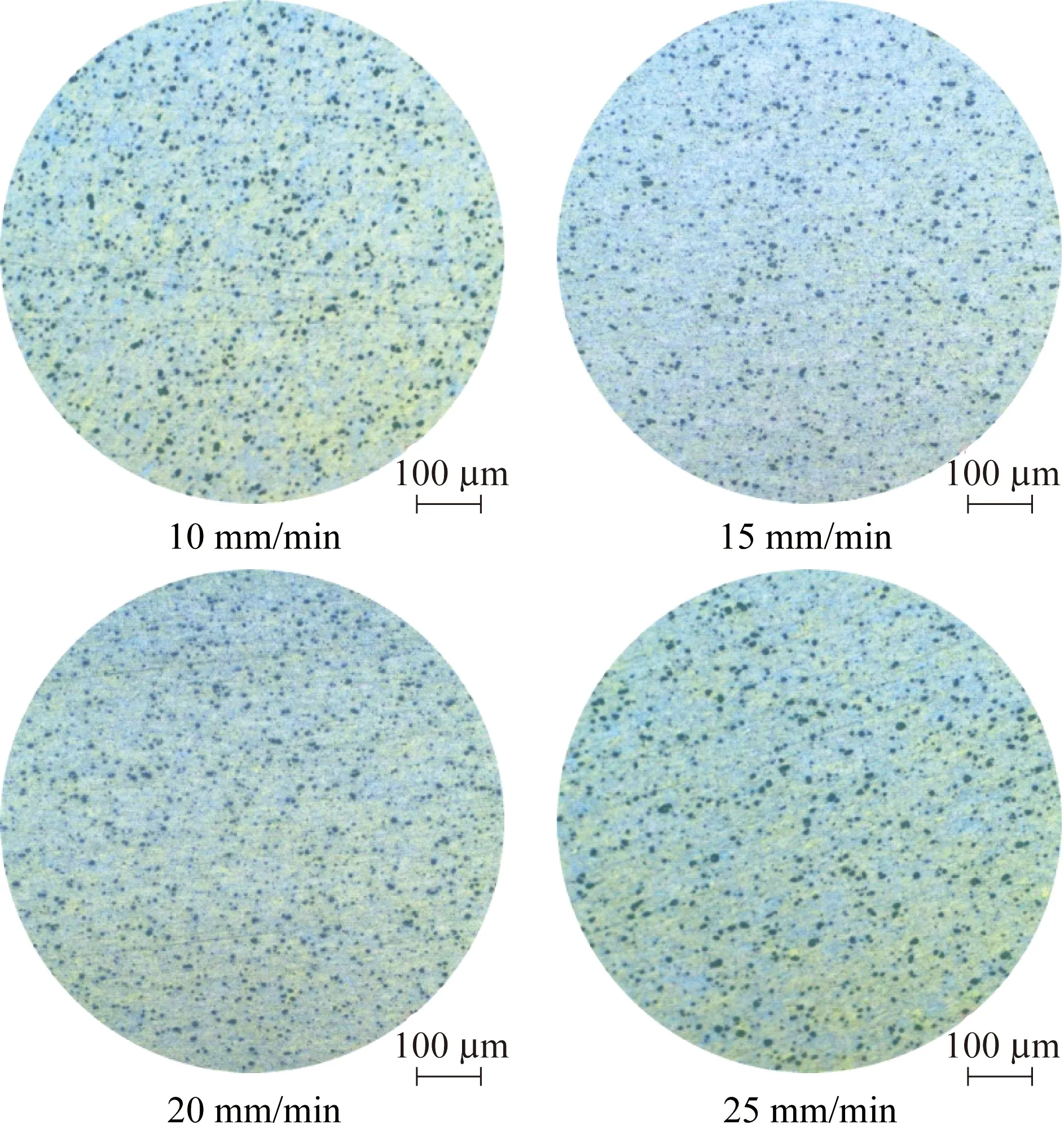
图2 不同挤压速度焊合位置晶粒形貌
3.2 布氏显微硬度检测
对型材焊合位置a1处及附近的基体区域进行硬度测试,每个测试点相隔0.5 mm,使用压头直径为1 mm的多功能硬度计,设定试验力为100 N,加载时间为5 s,保持时间为10 s。检测不同挤压速度下型材的硬度值,结果如图3所示。在不同挤压速度下,型材的基体和焊合位置的硬度都是呈现先增大后减小的变化趋势。挤压速度为10 mm/s、15 mm/s、20 mm/s、25 mm/s时,型材基体部分布氏硬度(HBW)依次为96.7、98.7、99.3、98.1,焊合线上布氏硬度(HBW)依次为91.5、96.5、98.0、95.3。由此可见,一定程度增大挤压速度有利于强化效果,但挤压速度不宜太大。而对于同一挤压型材来说,焊合线上的硬度值最低,随着距离焊合线距离的增大,型材的硬度逐渐增大,且在距离焊合线1 mm处,硬度值趋于稳定。同时随着挤压速度的增大,型材的基体部分和焊合线处的硬度值之差也越来越小。
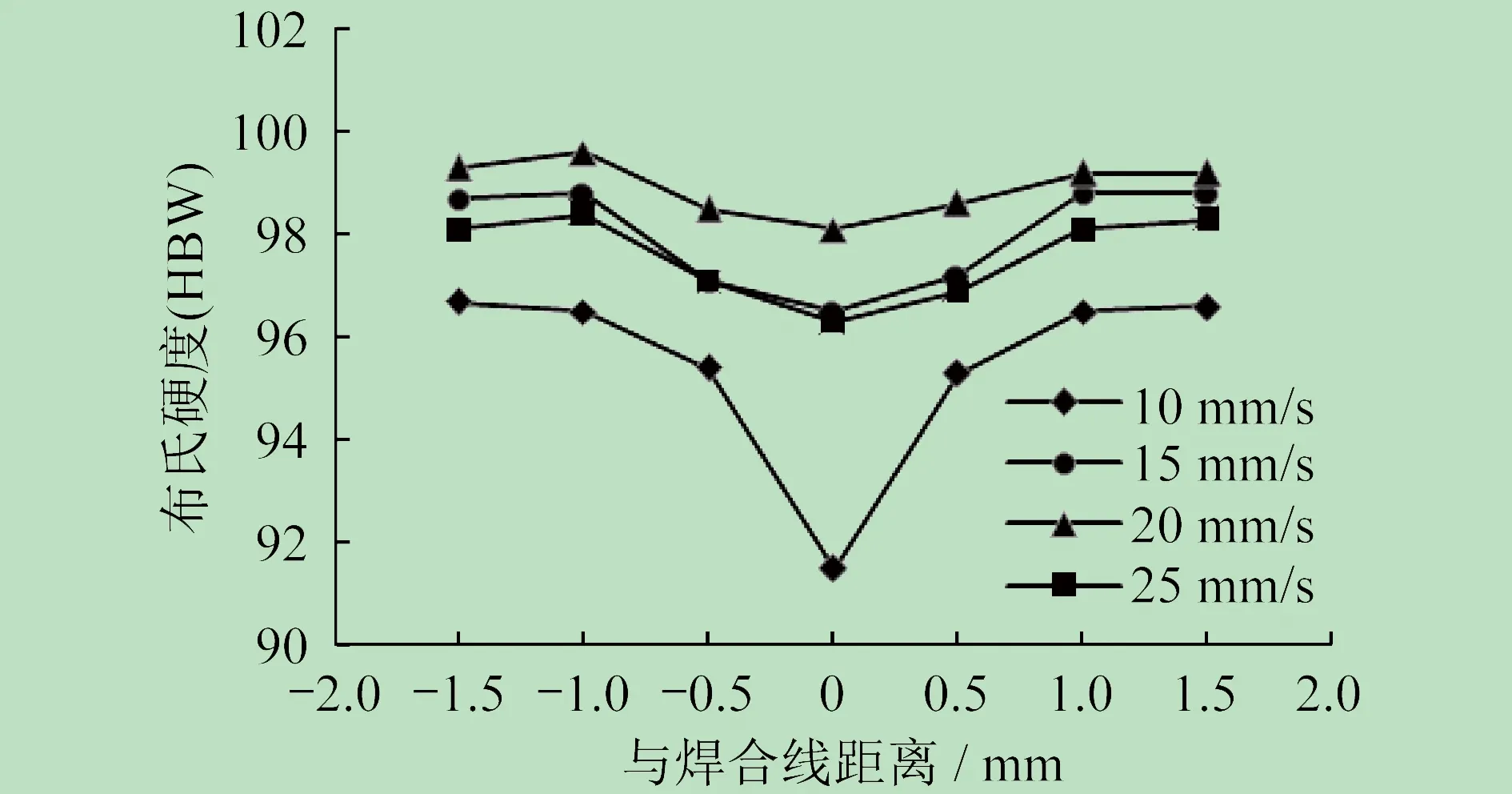
图3 不同挤压速度下硬度值
3.3 低倍断口观察
将经不同挤压速度的型材样坯放入NaOH溶液中进行碱蚀,用水冲洗后放入HNO3溶液中,以去除黑色碱蚀物,最后再用水冲洗。型材断面清晰显示焊合位置后,使用压力机沿焊合线位置进行破坏性压断。不同挤压速度后型材焊合位置的低倍断口形貌如图4所示。挤压速度为10 mm/s时,焊合位置的断口严重焊合不良,其表面有较大部分平齐状断口,呈典型的陶瓷形态,属于脆性断裂。挤压速度为15 mm/s和20 mm/s时,焊合断口表面均呈凹凸不平的粗糙纤维状断口,无夹渣等缺陷,焊合良好。挤压速度为25 mm/s时,在焊合断口边缘,有小平台平齐断口,轻微焊合不良。
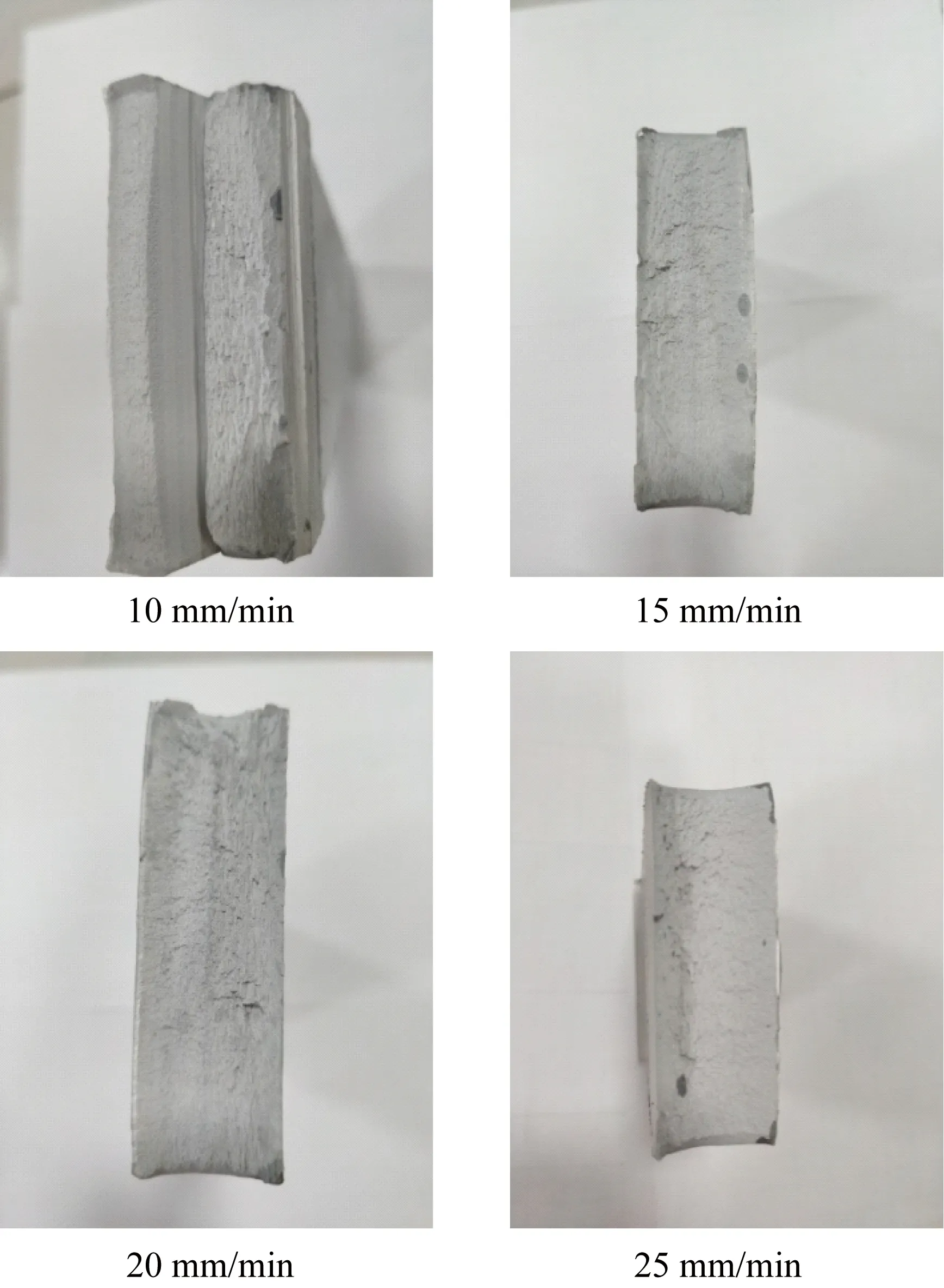
图4 不同挤压速度低倍断口形貌
在分流挤压过程中,铝合金内部组织同时进行着动态硬化和动态软化两种行为,动态硬化使位错大量交织缠结在一起,对位错起钉扎作用,从而提高强度。加工软化以回复和再结晶为主,形成亚结构,降低位错密度。两种行为叠加在一起,影响型材焊合位置及附近区域的组织和晶粒的变化,从而影响焊合质量。
型材挤压焊合过程受很多因素影响,如焊合压力、焊合温度、焊合时间等。随着挤压速度的增大,金属的变形抗力增大,流经变形区和焊合区所需的挤压力也变大,随之金属流焊合时压力也变大,同时,挤压速度的增加,金属表面的温升也提高,从而变形抗力降低,金属不均匀流动加剧。挤压速度对晶粒尺寸有两面性。其一,使挤压温度升高,有利于再结晶的发生,细化组织晶粒。其二,温度升高使组织晶粒长大。挤压速度为10 mm/s时,型材内部以动态恢复为主,组织保留着较多的原始组织。挤压速度增大使单位时间内晶粒内储存能增多,促进再结晶的发生。在20 mm/s挤压速度下,组织内晶粒尺寸细小且均匀。
挤压速度为10 mm/s时,虽然型材在焊合室内停留的时间长,有利于金属填充到两金属流接触面的缝隙间,但焊合压力小导致导致焊合位置的质量下降,同时慢速下,型材从挤压出口到淬火装置所需的时间也长,使固溶温度也下降,导致形成的过饱和固溶体的饱和度降低,时效后的沉淀强化作用弱化,使型材的硬度降低。挤压速度在15~20 mm/s范围内,挤压速度越大,在线淬火的转移时间越短,淬火时温度越高,时效后,金属组织内析出大量的沉淀强化相,对位错阻碍作用提高。因此,随挤压速度的增大,型材的硬度提高。挤压速度大于20 mm/s后,导致挤压过程中温升提高,使型材变形抗力小,挤压力也变小,对应焊合压力也变小,对焊合质量起消极作用。
在挤压模具和其它工艺相同的条件下,随着挤压速度的增大,6005A挤压铝型材焊合位置的晶粒尺寸呈现先快速减小后增大的趋势。当挤压速度为20 mm/s时,晶粒最为细小并且均匀,晶粒度级别为7。
型材焊合位置处有较低硬度,焊合区域的硬度值随着挤压速度的增大,呈现先增大后减小的趋势。同时,型材基体部分和焊合线处的硬度值之差也越来越小。
挤压速度过小或过大,型材焊合位置出现焊合不良现象,降低铝合金性能。
猜你喜欢 铝型材中空型材 朗盛推出空心型材混合技术上海建材(2021年5期)2021-02-12MQY3149 球磨机进料中空轴修复利用改造技术设备管理与维修(2021年24期)2021-02-10碳与陶瓷复合中空纤维膜的制备及其处理含碘废水性能的研究陶瓷学报(2020年2期)2020-10-27大型船舶T型材焊接工艺试验及工艺再造船舶标准化工程师(2020年1期)2020-06-12被动房用四密封多断桥隔热铝塑共挤型材中国建筑金属结构(2019年4期)2019-05-15一种嵌入式半空心铝型材分流模结构制造技术与机床(2018年8期)2018-10-09Q22、Q25 mmCr- Ni-Mo、Cr-Ni-W系列正七边形中空钎钢的研发凿岩机械气动工具(2017年3期)2017-11-22一种新的大方管铝型材挤压模结构制造技术与机床(2017年2期)2017-05-04一种铝型材上模整体镶嵌式分流模结构制造技术与机床(2017年12期)2017-02-02一种用于低压开关柜“S”形型材的设计与运用山东工业技术(2016年15期)2016-12-01 相关热词搜索:挤压,铝型材,试验,





