滇中某沉积黏土型锂矿焙烧—酸浸工艺提锂试验研究
时间:2023-04-07 22:50:02 来源:千叶帆 本文已影响人
石贵明 周意超 陈海蛟 官科成 陈永金
(1.玉溪师范学院化学生物与环境学院,云南 玉溪 653100;2.杭州亿东岩土工程有限公司,浙江 杭州 311199)
锂是战略性能源金属,在锂电池、新能源汽车、可控核聚变等领域发挥着重要的作用[1-2]。随着新技术和新能源汽车等行业的发展,锂的消费量高速增长,这种趋势对全球锂资源供应及低成本提锂方法提出新的要求[3-4]。
自然界锂资源主要分为伟晶岩型、卤水型和黏土型三大类。其中,黏土型锂资源由于矿床面积广、矿体厚度大、储量惊人,逐渐受到学者的关注与重视[5-7]。黏土型锂资源的提锂方法主要有直接浸出法、助剂焙烧法和氯化硫化法[8]。针对西南地区某碳酸盐黏土型锂矿,朱丽等[9]采用焙烧—氯盐浸出工艺进行提锂试验研究,结果表明,氯化铁溶液对样品中的锂元素有较好的选择性浸出作用;当焙烧温度为600 ℃、氯化铁质量分数为15%、浸出液固比为5 mL/g、浸出温度为80 ℃、反应时间为240 min、转速为240 r/min时,锂浸出率可达82.78%。针对河南某低品位含锂黏土矿,李荣改等[4]基于矿石性质,采用原矿(-2 mm)焙烧—常温浸出工艺处理矿石,在焙烧温度800 ℃,焙烧时间2 h,原矿与硫酸钙、氟化钙、硫酸钠质量比1∶0.7∶0.2∶0.2,浸出时间1 h,浸出温度20 ℃,液固比3 mL/g,硫酸浓度50%的条件下,锂浸出率高达95.32%。
目前黏土型锂资源提锂多采用无机酸为浸出剂,污染大、操作要求高且对设备腐蚀性大[10]。为此,本文采用柠檬酸为浸出剂,针对滇中某黏土型锂矿开展焙烧—酸浸工艺优化试验,以期为该类型锂资源的开发利用提供新思路。
1.1 试验材料
试验样品取自滇中某沉积黏土型锂资源浅层矿区,样品中主要矿物有高岭石、伊利石、磁铁矿及褐铁矿等。样品经烘箱烘干后,使用小型颚式破碎机进行破碎,然后用2 mm标准筛筛分,筛上产品用研钵研磨后完全过筛获得-2 mm的待试验样品,试样中元素含量分析结果见表1。

表1 试样中元素含量分析结果Table 1 Analysis result of element content in the sample %
由表1可知:试样中主要可利用元素为Li,其他元素则未达到利用标准。由于酸浸过程中Al、Fe、Mg等元素均会浸出,综合考虑化验成本,杂质元素以Al元素为代表进行浸出率分析。
本试验中主要使用药剂:一水合柠檬酸(相对分子质量210.14,天津市风船化学试剂科技有限公司,分析纯);双氧水(质量浓度30%,西陇科学股份有限公司,分析纯)。主要使用仪器设备:BX-3F恒温磁力加热搅拌器,常州普天仪器制造有限公司;101型电热鼓风干燥箱,北京市永光明医疗仪器有限公司;电子天平,杭州万特衡器有限公司;φ100 mm×100 mm颚式破碎机,南昌通用化验制样机厂;SX-4-10箱式电阻炉,北京市永光明医疗仪器有限公司。
1.2 试验方法
准确称取400 g试样,分别在100、200、400、600和800 ℃的温度下焙烧30 min后备用。称取5.0 g样品放入100 mL的烧杯中,倒入柠檬酸溶液,同时添加一定量的双氧水(质量浓度2%),将烧杯置于磁力加热搅拌器中进行加热浸出,浸出试验完成后将溶液分别过滤,并用去离子水多次浸润滤渣反复过滤,减少滤渣上附着的残留物,将滤液分别用去离子水定容至200 mL,通过ICP定量测定锂、铝元素含量,从而计算浸出率。将浸出渣烘干研磨至-0.074 mm进行XRD和SEM分析。
2.1 焙烧温度对锂、铝浸出率的影响
在柠檬酸浓度0.4 mol/L、浸出时间60 min、固液比1∶10 g/mL、浸出温度45 ℃、搅拌速度200 r/min、双氧水用量10 mL的条件下,考察焙烧温度对锂、铝浸出率的影响,试验结果见图1。
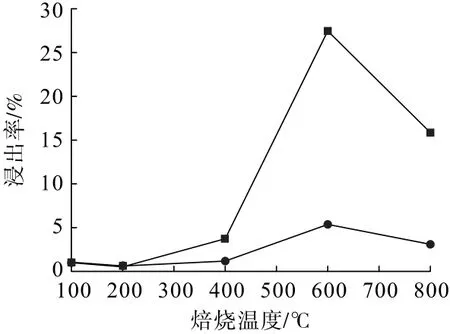
图1 焙烧温度对锂、铝浸出率的影响Fig.1 Influence of roasted temperature on leaching rate of Li and Al
由图1可知:随着焙烧温度的升高,锂、铝的浸出率先上升后降低。焙烧温度由400 ℃升高至600 ℃时,锂和铝的浸出率大幅上升,并在600 ℃时均达到最大。这可能是因为焙烧使得矿物结构变得松散,柠檬酸溶液中的H+更容易与沉积黏土型锂矿中的锂发生离子交换;而当温度进一步上升至800 ℃时,矿物结构发生了塌陷,导致锂和铝均较难浸出,浸出率降低[7,11]。在整个浸出过程中锂的浸出率远高于铝的浸出率,可见柠檬酸对锂元素具有选择性浸出作用。因此,确定适宜的焙烧温度为600 ℃。
2.2 浸出时间对锂、铝浸出率的影响
在柠檬酸浓度0.4 mol/L、焙烧温度600 ℃、固液比1∶10 g/mL、浸出温度45 ℃、搅拌速度200 r/min、双氧水用量10 mL的条件下,考察浸出时间对锂、铝浸出率的影响,试验结果见图2。

图2 浸出时间对锂、铝浸出率的影响Fig.2 Influence of leaching time on leaching rate of Li and Al
由图2可知:随着浸出时间的增加,锂、铝浸出率均逐渐升高;当浸出时间大于120 min,锂、铝的浸出率增幅均趋于平缓,延长浸出时间会大大降低浸出效率。因此,确定适宜的浸出时间为120 min。
2.3 固液比对锂、铝浸出率的影响
在柠檬酸浓度0.4 mol/L、焙烧温度600 ℃、浸出时间120 min、浸出温度45 ℃、搅拌速度200 r/min、双氧水用量10 mL的条件下,考察固液比对锂、铝浸出率的影响,试验结果见图3。

图3 固液比对锂、铝浸出率的影响Fig.3 Influence of solid-liquid ratio on leaching rate of Li and Al
由图3可知:随着固液比的降低,锂、铝的浸出率缓慢增加;当固液比大于1∶20 g/mL,锂、铝的浸出率均趋于平缓,变化不大。降低固液比会大大浪费浸出剂,因此,确定适宜的固液比为1∶20 g/mL。
2.4 浸出温度对锂、铝浸出率的影响
在柠檬酸浓度0.4 mol/L、焙烧温度600 ℃、浸出时间120 min、固液比1∶20 g/mL、搅拌速度200 r/min、双氧水用量10 mL的条件下,考察浸出温度对锂、铝浸出率的影响,试验结果见图4。

图4 浸出温度对锂、铝浸出率的影响Fig.4 Influence of leaching temperature on leaching rate of Li and Al
由图4可知:随着浸出温度的升高,锂、铝的浸出率均大幅提高,焙烧温度对浸出效果的影响较大。升高温度有利于提高反应活性,但温度升高至100 ℃时,溶液沸腾会导致溶液不稳定,且铝的大量浸出不利于后续杂质的分离。综合考虑,确定适宜的浸出温度为90 ℃。
2.5 搅拌速度对锂、铝浸出率的影响
在柠檬酸浓度0.4 mol/L、焙烧温度600 ℃、浸出时间120 min、固液比1∶20 g/mL、浸出温度90 ℃、双氧水用量10 mL的条件下,考察搅拌速度对锂、铝浸出率的影响,试验结果见图5。

图5 搅拌速度对锂、铝浸出率的影响Fig.5 Influence of stirring speed on leaching rate of Li and Al
由图5可知:随着搅拌速度的增加,锂的浸出率先升高后逐渐降低,搅拌速度为200 r/min时锂的浸出率最高。因此,确定适宜的搅拌速度为200 r/min。
2.6 双氧水用量对锂、铝浸出率的影响
在柠檬酸浓度0.4 mol/L、焙烧温度600 ℃、浸出时间120 min、固液比1∶20 g/mL、浸出温度90 ℃、搅拌速度200 r/min的条件下,考察双氧水用量对锂、铝浸出率的影响,试验结果见图6。

图6 双氧水用量对锂、铝浸出率的影响Fig.6 Influence of H2O2 dosage on leaching rate of Li and Al
由图6可知:随着双氧水用量的增加,相较于铝的浸出率,锂的浸出率提升较为明显。综合考虑药剂成本和控制Al浸出率,确定适宜的双氧水用量为10 mL。
2.7 柠檬酸浓度对锂、铝浸出率的影响
在焙烧温度600 ℃、浸出时间120 min、固液比1∶20 g/mL、浸出温度90 ℃、搅拌速度200 r/min、双氧水用量10 mL的条件下,考察柠檬酸浓度对锂、铝浸出率的影响,试验结果见图7。

图7 柠檬酸浓度对锂、铝浸出率的影响Fig.7 Influence of citric acid concentration on leaching rate of Li and Al
由图7可知:随着柠檬酸浓度的增加,锂的浸出率是先升高后降低;当柠檬酸浓度为1.6 mol/L时,锂的浸出率达到最大值,当柠檬酸浓度为2.0 mol/L时,锂的浸出率下降。这可能是因为柠檬酸浓度过大,溶液黏度较大所致。因此,确定适宜的柠檬酸浓度为1.6 mol/L。
2.8 浸出渣分析
对浸出渣进行XRD和SEM分析,结果分别见图8、图9。

图8 浸出渣的XRD图谱Fig.8 XRD pattern of leaching residue

图9 浸出渣的SEM图Fig.9 SEM image of leaching residue
从图8可以看出:黏土型锂矿中主要矿物的结构没有破坏,可能是提取锂时矿物相不分解。图9进一步佐证了黏土矿物的分层结构没有被破坏。因此,认为锂是通过离子交换浸出到溶液中,而不是矿物溶解[7]。黏土的层间矿物随着层间/吸附水的流失而压实,黏土矿物结构崩塌,发生去羟基化反应,同时更小的离子(氢化物)进入,锂离子得以浸出,这种行为可以被认为是一种特殊的离子交换过程。
相比较无机酸、盐类等浸出剂的浸出效果,柠檬酸的浸出率基本相当,除了各试验参数会有所区别,对溶液没有额外污染,且作为有机酸浸出剂,柠檬酸具有浸出液酸性弱、对设备腐蚀性小、对环境影响小等优点。
(1)针对滇中某黏土型锂矿,适宜的焙烧—酸浸工艺参数为:焙烧温度600 ℃,固液比1∶20 g/mL,浸出时间120 min,浸出温度90 ℃,搅拌速度200 r/min,H2O2(质量浓度2%)用量10 mL,柠檬酸浓度1.6 mol/L,此时锂浸出率达84.13%。
(2)样品中主要矿物结构未被破坏,锂通过离子交换浸出到溶液中。柠檬酸酸浸效果与无机酸、盐类浸出剂等相当,同时还具有浸出液酸性弱、对设备腐蚀性小、对环境影响小等优点。
猜你喜欢双氧水固液柠檬酸我国新一代首款固液捆绑运载火箭长征六号甲成功首飞上海航天(2022年2期)2022-04-28透析机消毒液中柠檬酸检测方法的对比现代仪器与医疗(2021年1期)2021-06-09双氧水:2020年1—2月行情走势及后市预测广州化工(2020年5期)2020-04-01固液混合火箭发动机研究进展宇航总体技术(2019年5期)2019-10-11固液结合复合酶在保育猪日粮上的应用研究广东饲料(2016年1期)2016-12-01三叶草形Pd/Al2O3催化剂催化2-乙基蒽醌制备双氧水当代化工研究(2016年9期)2016-03-20富铼渣双氧水浸出液铼钼分离工艺研究中国资源综合利用(2016年6期)2016-01-22柠檬酸络合法制备氧化镧钇亚微米粉体的研究陶瓷学报(2015年4期)2015-12-17柠檬酸氢钙水合物的制备与表征应用化工(2015年2期)2015-07-13光催化Fe(Ⅲ)/柠檬酸降解诺氟沙星应用化工(2014年1期)2014-08-16 相关热词搜索:焙烧,黏土,沉积,





