数控机床误差综合补偿技术及其应用
时间:2023-04-10 11:25:04 来源:千叶帆 本文已影响人
杨慧峰
(盐城机电高等职业技术学校,江苏 盐城 224005)
目前,数控机床技术逐渐向精细化、精准化进步,但误差问题始终是数控机床领域难以彻底根除的桎梏,而热变形误差、几何误差在误差种类中为占比最高的两类误差,故深度掌握数控机床误差综合补偿方法,对于提升数控机床工件加工精度,保障企业经济效益有着至关重要的意义。
1.1 数控机床原理
数控机床是由数控程序发送指令,控制零部件开展工作实现工件加工的设备。操作期间,技术人员在分析加工另加工艺同时,确认零件坐标系在数控机床坐标系上的相对位置、刀具与零件相对运动尺寸参数、加工工艺线路、切削工艺参数以及各种辅助装置动作。在获取所有信息后,利用文字、数字、符号组成的数控代码,遵循特定的格式、方法实现零部件加工程序编制,并控制机床开展加工作业。通常,对于形状相对复杂的零部件,需要采用专用变成计算机进行APT自动变成或是开展CAM/CAD设计。
1.2 数控机床误差类型
数控机床误差,具体可分为热变形误差、控制系统误差、原始制造误差、切削负荷误差、机床振动误差。
1)热变形误差,其原因是机床内部热源,加工工况下环境热扰动,会导致机床结构出现热变形,继而产生机床误差。
2)机床控制系统误差,包含了机床的轴系伺服误差、数控插补算法误差,其中轴系伺误差,又可称为轮廓跟随误差。
3)机床原始制造误差,即机床生产期间,机床各个部件工作面的表面质量、集合状态、彼此之间的位置误差所导致的机床生产加工期间运动误差。
4)切削负荷加工误差,即数控机床在生产过程中,切削负荷导致工艺系统变形继而产生误差。通常,切削负荷误差的根本动因集中在数控机床的主体、刀具、夹具、工具变形而引发的误差,数控加工领域将这种误差称为“让刀”,“让刀”问题会导致数控机床所加工出的零件出现畸变,特别对于加工薄壁工件亦或是使用细长刀具时,“让刀”误差将更加显著、严重。
数控机床出现的系统误差,为数控机床自身固有误差,具有可重复性的特点,同时数控机床误差下,几何误差最常见问题,同样具有十分显著的重复性[1]。
2.1 基于多体系统的建模
所谓多体系统,即多个柔体、钢体利用一系列特定的形式相互管关联所建立起的复杂机械系统。通俗而言,多提系统是利用多个机械系统,以抽象方式组合而来的系统。多体系统包括床身、滑轮、工作台、立以及主轴箱,面对数控机床误差问题利用多体系统进行建模,首要考量因素在于构件基本的运行原理以及运行的具体程序,随后依据构件的原理寻求最合理的误差综合补偿技术。多体系统,实际上自身便是高度复杂的结构,因此当数控机床存在误差期间,任何一个部件出现误差,都会对其他零部件造成影响,且误差会随着时间的推移不断扩大,因此基于多体系统建模的数控机床误差综合补偿,便是通过建模及时解决数控机床同零部件的误差。
应用多体系统建模期间,首先需要明确机械系统结构形式具有多样化特征:入立式机床、龙门式机床、卧式机床。低序体阵列是用于描述系统拓扑结构的技术,利用低序体阵列,可实现将复杂的机构抽象为成体形式,随后选定任意一体作为机体,即确认B1机体,沿着远离B1方向,按照自然增长的数列对每一个个体进行序号标定,在存在分支情况下可先完成一个分支的编写,随后进行其他分支编写,直至所有分支完成标定。其次,利用低序体阵列表,以体号对体与体之间的相互位置加以表示。如面对XH715立式加工中心,在抽象之后明确XH715立式加工中心拓扑结构,从低序体阵列表中明确体与体之间存在相邻关系,坐标变换期间同样遵低序体阵列表先后邻关系,从高序体逐步向低序体转换,最后全部转换之所需的图一坐标系内。表1为ZH715立式加工中心低序体阵列表。
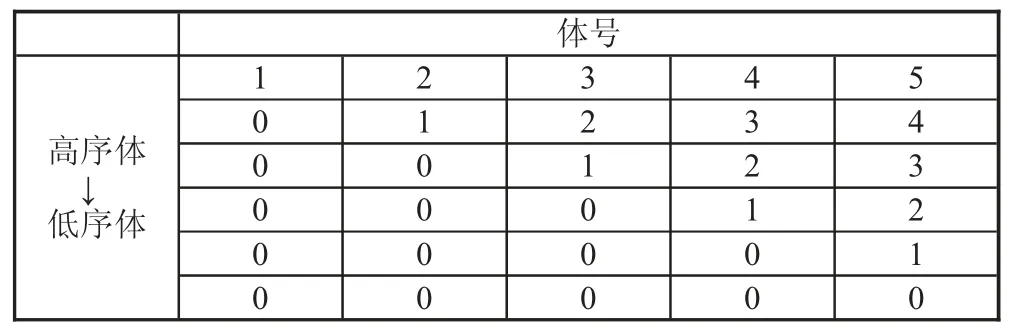
表1 ZH715立式加工中心低序体阵列表
变换矩阵方面,首先分析多体系统内任意两个相邻体之间的坐标系转换关系,例如提系统坐标系中nj是固结于Bj提上的坐标系,nk为固结在Bk体上的坐标系,则满足式(1):
式中:[SJK]为多体系统的转换矩阵,其决定性因素包括nj坐标系、nk坐标系之间的相对方位角,即αk、βk、γk,其中c、s分别为cos与sin,如此可得出式(2):
基于相邻体之间的变换关系,将nk转换成为no惯性坐标系,可得出式(3):
Bk体上的任意一个矢量Gk转换为惯性系R,则有:
建模期间,基于数控机床制造、生产过程中的误差,Bk体的位置矢量qk、位移矢量{Sk}均存在响应误差,即qk′与Sk′,在将误差项引入后,可将式(4)改写为式(6):
上述式(2)已经实现了坐标旋转的描述,将其同平移坐标(xk,yk,zk)结合,利用4*4 D-H矩阵加以表示,可得到式(7):
基于式(6)的分析,可将nj、nk坐标转换描述为式(8):
式中:[Aqk]、[Aqk′]、[ASk]、[ASk′]分别为{qk}、{qk′}、{Sk}、{Sk′}的转换矩阵。关于Bk体上任意一点P,式(9)代表其系统空间的变换模型[2]:
2.2 丝杠给进热变形误差补偿
丝杠给进系统的热变形误差为十分此常见因素。对该误差进行补偿调整期间,其一,引入光栅反馈全闭环伺服系统,随后可利用Renishaw开发的激光反馈实时补偿系统针对半闭环机床进行补偿。其二,在伺服动态性这一特点形式之下,合理进行丝杠预警设置,确保数控机床可正常作业。其三,对丝杠母副冷却系统进行改良,进一步增强数控机床耐久性运作。其四,采取预补偿形式,当数控机床存在定位误差,可补偿一定数量的值,从而实现热变形误差补偿。但是需要注意,该方法存在一定缺陷,预补偿后机床定位误差极易超出规定阈值,因此必须高度关注减少误差问题。
2.3 滑枕系统误差综合补偿应用
滑枕系统作业期间长期处于内热源、外热源共同作用下,同时热源具有不恒定特征。滑枕系统本身采取不对称框架结构设计,且发热、制冷部件未在系统内匀称排列,加之滑枕系统内所用到的零部件材料、结构、形状有所差异,故可以将滑枕系统看作为高度复杂的复合温度场,长期处于温度复合场下的滑枕系统极易出现热应力、热拉移,继而导致热变形问题越发严重、误差提升。
补偿滑枕系统误差阶段,可采取“五点法”进行变形参数测量,将标准芯棒安装在主轴上,随后于YX、ZX平面分别安装电涡流传感器,安装间距设置250 mm,并于芯棒另一端安装一个电涡流传感器。安装热传感器期间,一个安装在主轴前段轴承测,另一个安装于床身,如此方可实现数据的全面测量。多数情况下,主轴会在作业期间处于70%转速连续运转,运转过程中方可利用电涡流传感器传感器进行测量,便于计算误差参数,随后将误差参数带入特定数据,便可获取误差补偿前后测量的真实结果[3]。
从事数控机床误差综合补偿研究,在实现数控机床原理、误差分类分析基础上,对基于多体系统的建模、丝杠给进热变形误差补偿、滑枕系统误差综合补偿技术与应用进行分析,相关企业可借鉴本文研究成果,提升实际生产阶段数控机床的精度。同时,生产阶段,精细化的加工也是有效减补偿误差的方式,相关企业可通过刀具的详细分类、工件加工时的精细化管理以及合理参考刀具的更换时间进一步降低数控机床的误差,为工件生产精度作出技术层面的有效保障。
猜你喜欢滑枕数控机床坐标系独立坐标系椭球变换与坐标换算导航定位学报(2022年2期)2022-04-11数控机床的节能应用制造技术与机床(2019年12期)2020-01-06高档数控机床数据采集应用制造技术与机床(2018年12期)2018-12-23滚珠丝杠预紧力及其平衡油缸支撑力对双柱立车加工精度的影响研究制造技术与机床(2018年7期)2018-08-13数控机床电气系统的故障诊断与维修电子制作(2018年10期)2018-08-04解密坐标系中的平移变换中学生数理化·七年级数学人教版(2018年4期)2018-06-28坐标系背后的故事数学大世界(2018年1期)2018-04-12落地镗铣床使用电子水平仪实现滑枕挠度自动补偿的研究制造技术与机床(2017年8期)2017-11-27PLC在数控机床中应用电子制作(2017年20期)2017-04-26超重型落地铣镗床滑枕热-结构耦合分析与优化制造技术与机床(2015年10期)2015-04-09 相关热词搜索:误差,数控机床,及其应用,





