GA镀层在冷轧变形下的组织形貌和耐蚀性分析
时间:2023-03-26 23:10:03 来源:千叶帆 本文已影响人
胡贤磊 覃柱坚 牛春来 柯迪文 支颖
(1 东北大学轧制技术及连轧自动化国家重点实验室,沈阳 110819;2 苏州东宝海星金属材料科技有限公司,张家港 215600)
随着能源危机和环境问题的日益加剧,汽车轻量化已经成为世界汽车工业可持续发展的必然道路。热成形工艺与轧制差厚板技术的结合,既提高了车身的强度,又减少了车身材料的浪费,成为各个汽车厂家减重降排方案之一[1-3]。热冲压成形技术既可以解决传统高强度钢冷冲压成形难的问题,又能提高成形零件的强度和精度[4]。早期热成形工艺使用的钢板表面没有镀层,导致奥氏体化过程中,钢板表层产生氧化和脱碳等缺陷,直接影响表面质量和使用效果[5]。为克服这种缺陷,阿赛乐公司开发成功Al-Si 镀层板[6],Al-Si 镀层热成型钢在高温化会转变为不同Al-Fe-Si 合金物,热成形后不需要特别处理,有效保护基板性能。除此之外,Al-Si 镀层对冲压模具有良好的保护性能、增强了基体的耐穿孔腐蚀性能。但Al-Si 镀层在开裂后不具有阴极保护性能,且专利成本较高。
Zn 具有良好的阳极保护特性,将其涂覆在钢板表面,镀层产生裂纹后,仍然可以确保钢板具有良好的耐腐蚀性能。在合金化处理后镀锌(Galvanized,GI)镀层钢板的Zn 镀层会形成Zn-Fe合金,有效确保基板的性能不受影响[7-9]。对于汽车零部件而言,由于不同部位零件承受的载荷不一样,为了有效减轻零件的质量,可将钢板厚度进行柔性变厚度轧制,然后再进行冲压变形,这种特殊的变厚度板材称之为差厚板(或TRB板)。由于Al-Si 镀层板的专利成本较高,利用铁锌合金化(Galvannealed,GA)镀层热成型钢制备轧制差厚板具有一定经济性。基于差厚板制备工艺[10-11],分析GA 镀层板在不同压下率进行冷轧之后的镀层组织形貌,以及耐腐蚀性能的变化规律,为探索GA 镀层热成型钢差厚板的工艺可行性提供理论支撑。
2.1 试验材料
试验所用的基体材料为某钢厂生产的22MnB5超高强冷轧热成形钢板,其化学成分如表1 所示,其表面通过热浸镀技术及合金化扩散作用(即在热浸镀以后镀层尚未凝固之前,继续升温使得镀层中Zn、Fe 发生化合反应)生成Zn-Fe 合金镀层,即GA 镀层,镀层原料板厚度为1.5 mm。

表1 22MnB5试验钢化学成分(质量分数) %
2.2 试验方法
冷轧试验在东北大学自主研发的直拉式四辊可逆冷轧机上进行,原料厚度为1.5 mm,轧制压下率分别设定为10%、20%、30%、40%、50%,轧制过程中适当喷涂润滑油,保证轧制过程镀层的表面质量。
金相试样沿试验钢轧向取样,试样经过镶样、磨抛后,采用D8 DISCOVER 的X 射线衍射仪对原料板镀层进行物相分析。在BX53M 的奥林巴斯金相显微镜下观察显微组织,利用Image-Pro Plus 软件对不同压下率下的厚度按标尺进行测量,不同压下率的镀层厚度取六组数据,求其平均值。利用JEOL JXA 8530F 的场发射电子探针及附带的EDS 能谱仪对镀层Zn、Fe元素扩散分布进行观察分析。
在FM-700 显微硬度计下测量维氏硬度,加载速度为50 μm/s,加载载荷为9.81 N,放大倍数选用500 倍,不同压下率下的镀层和基体分别测量6 组数据,取其平均值。
采用质量法及极化曲线法衡量22MnB5 钢及其GA 镀层腐蚀情况,根据日本标准JIS Z 2371 进行实验操作,腐蚀溶液为5%NaCl 溶液,盐溶液在35 ℃±2 ℃下进行喷雾时,所收集的溶液pH 值在6.5~7.2,试样尺寸为50 mm×40 mm,切割得到的试样表面用丙酮进行超声波清洗,为了保证试验的精确,将试样四周裸露基体用熔融石蜡进行保护,防止腐蚀,共准备5 组试样,每组6 个厚度,将制备好的试样在电子天平上称重,电子天平精度为0.001 g。
3.1 原料板GA镀层形貌及物相
原料板Zn-Fe 合金化镀层板的组织形貌及X射线衍射仪(XRD)物相分析结果如图1 所示,镀层厚度约为10 μm,镀层表层主要是由Fe 和Zn 形成的δ(FeZn7、FeZn10)相,除了上述合金相之外,镀层表面有很薄的自由锌层,从而使得镀层表面呈现光亮的Zn 金属光泽。

图1 原料GA镀层板金相及对应XRD物相
3.2 不同压下率下GA镀层形貌变化
图2 位不同压下率下的镀层表面形貌。其中,图2a 为原料镀层表层形貌,表层粗糙度较大,凹凸不平,有结构致密而平整的连续带,也有疏松有孔洞的合金带,结构疏松的合金带主要为δ相和Γ相,这与原始Zn-Fe 镀层合金化处理工艺有关系。随压下率增大,镀层表面逐渐光滑。冷轧压下率为10%时,镀层表层孔洞沿轧向拉长,表现为微观针状孔;
压下率≥30%后,表层针状孔逐渐闭合,数量逐渐减少。
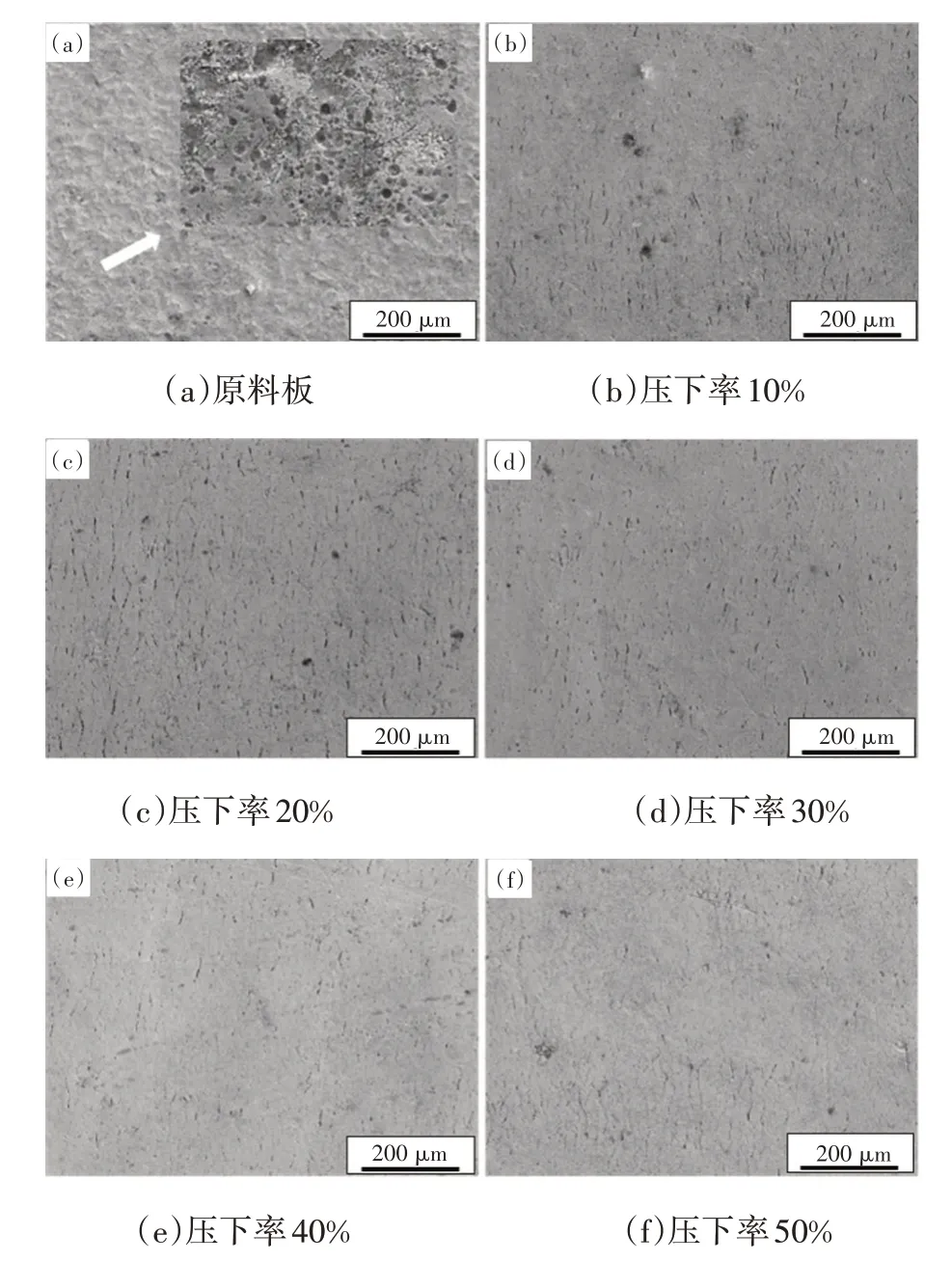
图2 不同压下率下GA镀层表层形貌
Zn-Fe 合金镀层经过轧制变形后的截面形貌如图3 所示。经过冷轧后,镀层连续性保持完好,镀层与基体结合良好,说明Zn-Fe 合金镀层具有较好的延展性。镀层在冷轧后的厚度变化如图4 所示,压下率分别为0、10%、20%、30%、40%、50%时,镀层厚度分别为10.06 μm、8.78 μm、8.01 μm、7.77 μm、7.43 μm、6.30 μm。随压下率增大,镀层厚度不断减小。当压下率≤30%时,镀层与基体之间的界面比较平整,镀层变形比较均匀;
压下率达到40%至50%时,界面变得凹凸不平,有部分镀层嵌入基体界面,镀层出现破碎现象,但整体呈连续状态。
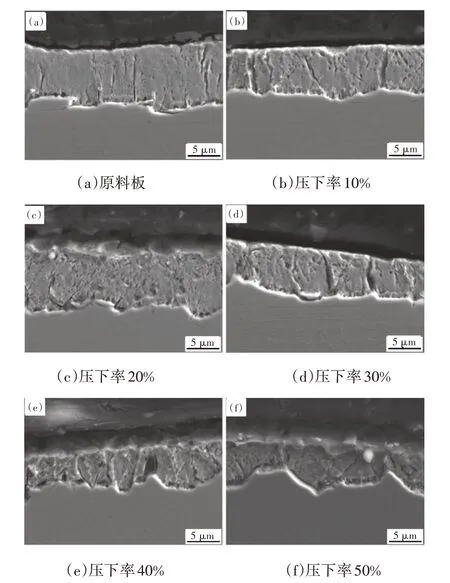
图3 不同压下率下GA镀层横截面形貌

图4 不同压下率下镀层厚度变化
3.3 不同压下率下镀层横截面元素分布
镀层中元素的分布影响其耐腐蚀抗氧化性能,图5 为不同压下率下镀层板的Zn、Fe、O 元素线扫分布图,线扫位置从镀层表层开始至镀层与基体界面处结束。从图5a 可看出,原料镀层中Zn 含量沿厚度方向分布分布较均匀,含量较高,同时镀层中含有均匀少量的Fe 和更少量的O;
压下率≤20%时,沿厚向Zn、O 元素分布较均匀;
压下率>20%时,镀层中的Zn、O 元素沿镀层厚向变得不均匀,靠近镀层表面处,波动明显,靠近界面处,分布均匀,这说明镀层在冷轧大变形条件下,表层及其附近的元素分布产生了较大的位移,这与大压下率时界面凹凸不平现象相吻合。
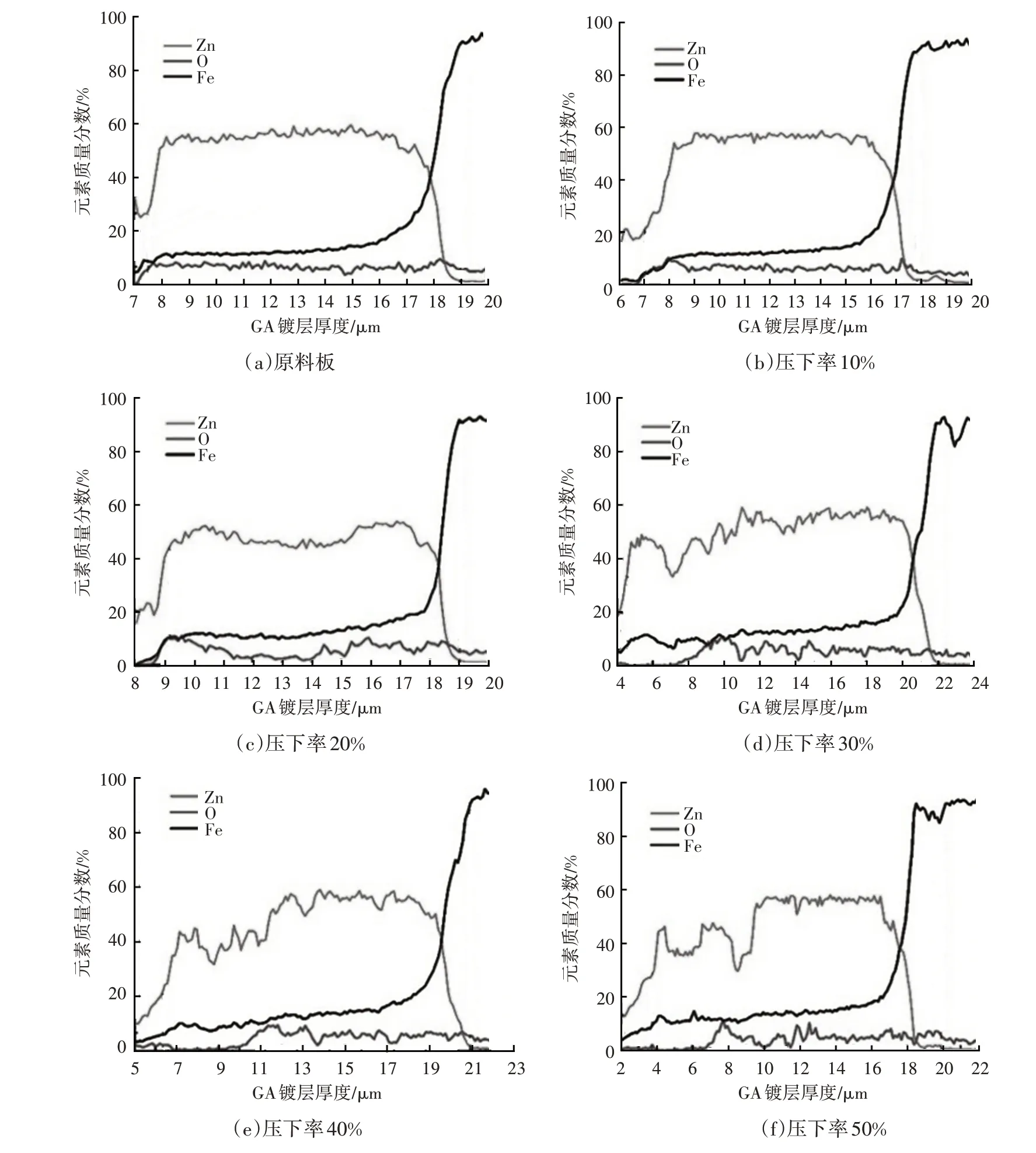
图5 不同压下率下的镀层横截面截面元素线扫分布
对不同厚度下的镀层中的Zn、Fe 元素进行面扫,见图6、图7。原料板中Zn 元素整体含量很高,呈连续分布状态。由于界面处的Zn 向基板扩散,表层Zn 有部分氧化或挥发,所以靠近表面处和界面处含量比中间部位低。压下率≤20%时,镀层开始发生破碎,Zn 元素分布出现不连续状态。当压下率为30%~50%时,由于镀层硬度增加,塑性降低,磨样过程中镀层脱落并附着在镶料与试样的缝隙中,面扫时会造成镀层增厚的假象。接近界面处的Zn 元素的分布呈现锯齿形(与镀层的凹凸不平相吻合)。图7 为不同压下率下镀层中的Fe元素含量分布,原料板中Fe 元素呈连续分布状态,在压下率30%~50%时,表层的Fe 元素的分布出现明显不连续性。Fe 元素沿着界面均匀分布,形成一层1 μm 左右的薄过渡层。过渡层Zn 元素比镀层中的含量低,Fe 元素比镀层中的含量高。该层主要由Γ相组成,薄片状的Γ相层通常厚度不超过1 μm。Γ相层的形成主要受基板成分的影响,C、P和Si 等元素阻碍Γ相层的形成,Ti 元素利于其生长。另一方面从面扫图可以看出,镀层实际发生了破碎,但裂纹密度不明显,从而使得金相图上看不出来,由于Zn 的阳极保护效果,这种裂纹不会对耐蚀性产生影响。

图6 不同压下率下镀层横截面Zn元素面扫分布

图7 不同压下率下镀层横截面Fe元素面扫分布
对不同压下率镀层截面的元素分布进行能谱分析,如表2 所示。Zn 元素含量总体较高,表层、中间及界面处的基本在72%~87%之间,压下率≥30%时,表层的Zn 元素含量比中间及界面处的稍高,但总体影响不大。Fe 元素在表层和中间位置的分布差距不大,但界面处Fe 元素含量明显增高,这与界面处基体组织Fe 含量高有关系。压下率对Fe 元素分布影响不大。压下率≤10%时,界面处镀层中没有O 元素,随压下率增大,可观察到一定数量的O 元素存在,表层和中间层的O 元素通过协同变形转移到界面处,而且O 元素总体分布不均匀。

表2 镀层不同厚度处能谱元素含量(质量分数)%
3.4 镀层和基体硬度变化
GA 镀层进行不同压下率的冷轧后硬度也会发生变化,如表3 所示。每个压下率下硬度值取6组数据,求其平均值。图8 可看出,原料板镀层和基体的硬度基本相等,镀层和基体的硬度均随压下率的增大而增大,镀层的硬度整体上大于基体的硬度,但差距不大。这也证实了即使经过大变形率的冷轧,镀层和基体结合完好的原因,同时硬度的差异造成了大压下率下镀层界面处呈现锯齿形的特点。
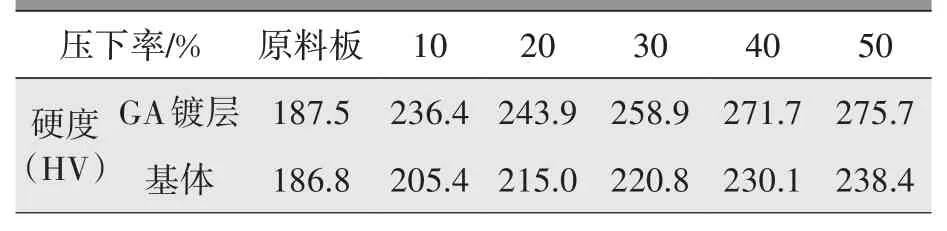
表3 不同压下率下基体和GA镀层的硬度值
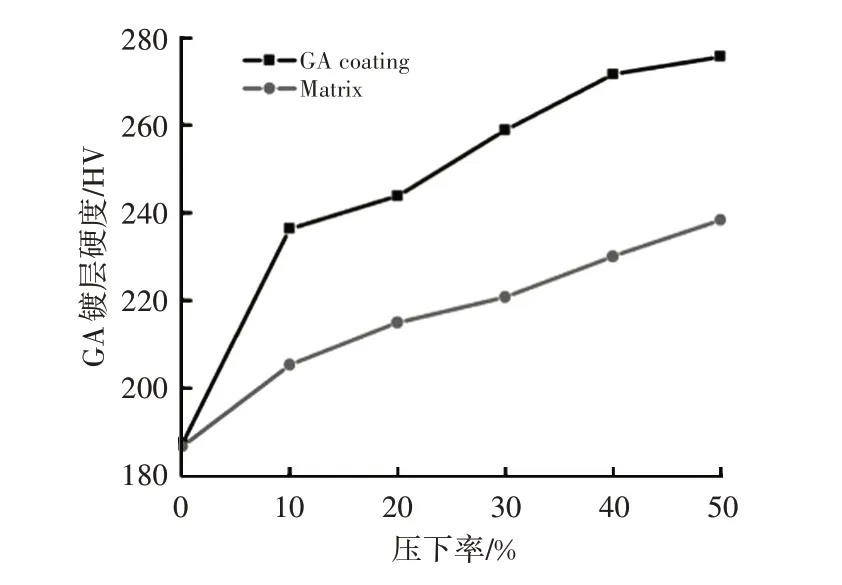
图8 不同压下率下基体和GA镀层的硬度变化
3.5 冷轧对GA镀层耐蚀性的影响
从图9 中可以看出不同压下的无镀层22MnB5钢板随着腐蚀时间的增大,其减重在不断增加。当腐蚀时间小于4.5 h 时,其减重速度最快,当腐蚀时间超过4.5 h 时,减重呈直线增加,但减重速度小于初始阶段减重速度。随着腐蚀时间的增大,不同厚度板之间的减质量差距在不断增大。

图9 不同压下率下22MnB5钢板腐蚀质量变化
图10 为不同压下率下GA 镀层板腐蚀减重变化规律。随腐蚀时间的增大,不同压下率的腐蚀失重增大,当腐蚀时间小于4.5 h,其腐蚀减重较快,随着腐蚀时间的进一步增加,其减重速度趋平缓。50%压下率镀层表面孔洞闭合,耐蚀性有所增加,腐蚀失重相较少。但不同压下率的GA 板减质量相差不大,说明冷轧加工工艺对其耐腐蚀影响影响很小。

图10 不同压下率下的GA镀层板减重规律
两者对比之下,无镀层板的失质量普遍高于镀层板,并且随着腐蚀时间的增大,裸板失质量呈直线上升,镀层板腐蚀失质量趋于平缓,镀层对基体起到了很好的保护作用。
a.随压下率增大,镀层厚度近似线性减小。轧制后,镀层表层微孔洞沿轧向拉长,形成针状,且随压下率增大而减少,压下率大于40%时,针状微孔洞消失。镀层在轧制过程连续性较好,未出现脱落现象。
b.不同压下率轧制后,镀层中Zn 含量较为均匀,且含量较高,在腐蚀过程中均对基体起到良好的保护作用,达到了预期效果,为GA 镀层热成型钢差厚板的实际生产探明了方向。
猜你喜欢 镀层表层基体 不同镀层重量的铝硅镀层加热时的镀层结构转变规律金属热处理(2022年10期)2022-10-25Ni/WC复合镀层与Ni-W合金镀层力学性能比较电镀与精饰(2022年8期)2022-08-18金刚石圆锯片基体高温快速回火技术的探索石材(2022年3期)2022-06-01沟口雄三的中国社会主义历史基体论述评原道(2022年2期)2022-02-17半潜式平台表层卡套管处理与认识海洋石油(2021年3期)2021-11-05水体表层沉积物对磷的吸收及释放研究进展河北环境工程学院学报(2021年1期)2021-03-19铌-锆基体中痕量钐、铕、钆、镝的连续离心分离技术理化检验-化学分册(2020年5期)2020-06-15镍磷基镀层耐磨性的影响因素机械工程师(2018年10期)2018-02-18固体粉末在聚合物基体中分散混合的数值模拟研究橡胶工业(2015年8期)2015-07-29超声波光整强化40Cr表层显微硬度研究组合机床与自动化加工技术(2014年12期)2014-03-01 相关热词搜索:镀层,形貌,变形,





