城轨底架多特征加工中的空走刀路径优化*
时间:2023-04-20 22:35:01 来源:千叶帆 本文已影响人
段泽波,郑晓军,吴起贤,鲍洪阳
(1.大连交通大学机械工程学院,大连 116028;
2.中车长春轨道客车股份有限公司,长春 130000)
在整个城轨底架工艺路线中,主要包括刀具空走刀路径和刀具有效加工路径。其中,刀具有效加工路径为刀具参与特征加工所形成的加工路径,每个特征对应的加工工艺基本改动不大;
刀具的空走刀路径包含相同特征之间的空走刀路径、不同特征之间的空走刀路径和换刀路径,而且换刀次数决定刀具选择和换刀路径。由于城轨底架面积之大,刀具空走刀路径在城轨底架加工路径中占有重要作用。
目前,学者们主要从多特征加工路径对能耗的影响、单一特征加工走刀路径规划、车间资源调度、以及刀具库建立等方面开展研究。
秦宝荣等[1]提出将加工特征的多个加工方案合理组成零件的多个加工方案,建立零件加工方案组合优化模型并设计相应的遗传算法进行求解。徐立云等[2]将工艺路线的优化转化为加工元的优化排序,以机床、夹具和刀具变换次数进行建模并采用改进遗传算法进行求解。潘玉玲等[3]通过分析将箱体类零件的工艺路线优化转化为加工单元的排序优化,采用改进遗传算法和四种变邻域操作求解。刘岩等[4]采用双层编码遗传算法将加工资源与操作相关联,分析操作优先关系矩阵划分加工阶段。常智勇等[5]提出一种以制造资源更换率最低为目标的自适应蚁群算法和加工元概念,求解综合目标构建的数学模型。钟江等[6]采用遗传算法对城轨底架滑槽多去除量铣削加工导致的加工时间进行优化。鲁建厦等[7]为多目标车间调度模型设计了一种两级递阶结构的混合生物地理学优化算法。谢志强等[8]设计一种通过优先调度延迟工序,对标准工序分批采用拟关键路径法和最佳适应调度法相结合的动态调度算法。肖溱鸽[9]提出基于深度-强化学习的柔性加工工艺参数、工艺路线能效优化方法,实现柔性加工过程中变工艺条件和加工任务下的高能效工艺规划。胡罗克[10]建立零件机械加工能耗模型采用DFS和GA两种优化方法;
建立零件机械加工时间和能耗模型采用NIEA和NSGA-Ⅱ两种优化方法。
因此,针对城轨底架刀具空走刀路径问题,提出基于改进NSGA-Ⅱ算法的多特征刀具空走刀路径优化方案。
针对铝合金城轨底架加工,其底架全貌和待加工特征类型如图1和图2所示。

图1 城轨底架图

图2 城轨底架上待加工特征图
根据城轨底架加工要求,需要按照加工工艺及加工尺寸进行对应加工。目前,城轨底架的加工工艺主要是依据特征的类型和尺寸采用分组规划法处理,主要加工工艺路线为:首先,将城轨底架所有特征按照不同类型进行分组;
其次,在同种类型中按照尺寸范围再一次分组;
然后,将使用相同刀具的特征组进行合并;
接着,每组特征和刀具原点进行合并,分别计算每组特征的刀具空走刀路径;
最后,将每组特征的刀具空走刀路径相加形成城轨底架刀具空走刀路径,分组为换刀次数的个数。城轨底架分组规划法流程如图3所示。

图3 基于类型尺寸的分组规划加工工艺图
实际加工发现,采用分组规划加工工艺,待加工特征在分组过程中并没有考虑刀具选取的灵活性,导致城轨底架待加工特征中相同特征之间的空走刀路径和不同特征之间的空走刀路径较长并且换刀次数过多。因此,研究的目标是对城轨底架加工过程进行优化研究。
城轨底架加工主要包含刀具空走刀路径和刀具有效加工路径。刀具有效加工路径由具体的加工工艺确定,刀具空走刀路径由多特征之间的空走刀路径和换刀次数组成。多特征之间的空走刀路径包含相同特征之间的空走刀路径和不同特征之间的空走刀路径,换刀次数由分组个数确定并决定换刀路径。城轨底架加工中刀具空走刀的铣削进给速度为v0。
城轨底架上有几百个待加工特征。由于在生产过程中刀具空走刀路径主要受多特征之间空走刀和换刀次数影响。因此对这两个目标建立数学模型。
城轨底架中相关参数说明:变量i、j表示待加工特征的编号,其取值范围i、j=1,2,…,n,o为刀具原点,N为待加工特征总数量,Z为换刀总次数,UC为当前刀具对应的未加工特征,C为刀具候选集,加工特征i的刀具ci从Ci中选取,即ci∈Ci。
(1)最小换刀次数。根据待加工特征的加工序列求解换刀次数并进行分组,其具体表达式为:
(1)

(2)
(2)最小空走刀路径。根据换刀次数分组求解每组多特征之间的空走刀路径并求和,得到城轨底架多特征之间的空走刀路径,具体表达式如下:
(3)

(4)
(5)
(6)
其约束条件如下:
(1)由于加工工艺要求,所有待加工特征必须由左到右加工,以便现场操作员实时监督加工进度和加工状态,所以每个特征加工起点为自身位置坐标点中横坐标最小的点集合之一。其表达式为:
Ileft={(Xileft,Yileft)|minxi}
(7)
式中,Ileft为特征i的位置坐标点中横坐标最小的点集合。
(2)第z次换刀特征i和下一特征j之间的最短空走刀路径计算公式为:

(8)
式中,(Xi,Yi)为特征i中所有的位置坐标,公式依次从特征j中取横坐标最小的点并且从特征i中依次取位置坐标点,求解两点之间相对距离。如果特征i为滑槽,将取滑槽加工终点作为位置坐标点。
(3)每个加工特征被一把刀具加工且只加工一次,其表达式为:
(9)

(10)
(4)所有加工特征必须被加工一次,其表达式为:
(11)
式中,N为待加工特征总数量;
Nz为第z次换刀加工的特征数量。
(5)刀具从刀具原点出发,最终返回刀具原点,其表达式为:
(12)
(13)

(14)
(15)
针对本数学模型,提出多目标遗传算法,对多特征之间的空走刀路径和换刀次数进行求解,从而实现整个城轨底架的刀具空走刀路径优化。
小规模的加工路径规划或TSP可以通过数学优化方法得到近视解,但是这种方法不适用于节点众多的工程问题[11]。近年来,元启发式算法在各种函数的组合优化问题中有很大的优势,其中遗传算法作为一种基于自然种群遗传进化机制的全局搜索的算法,主要特征是群组中染色体之间的信息交换,算法的搜索覆盖面大,有利于全局择优。NSGA-Ⅱ算法在一定程度上保证最优解集的均匀性和分布性,因而我们采用改进NSGA-Ⅱ求解城轨底架问题。
3.1 种群初始化与编码设计
(1)染色体编码设计。针对城轨底架多特征加工的多目标优化,采用MSOS(machine selection and operation sequence representation)染色体编码,个体基因的编码由两部分组成:刀具选择部分(前半部分)、特征加工排列部分(后半部分)。特征加工排列部分基因位的值为特征编号;
刀具选择部分的基因位根据特征的加工排列产生,基因位的编码表示该特征所选择的刀具在刀具集中的编号。编码规则如图4所示。

图4 染色体编码示例图
(2)候选刀具集优选灰关联决策。由于每个特征都有自身的刀具集,刀具空走刀路径由每组多个特征构成,每个特征都从相应的刀具候选集中选出一把刀具,在实际加工过程中,如何从刀具候选集中选择最优刀具保证加工过程中加工时间越短和加工质量越高已经成为重要的考虑因素。在种群初始化和迭代阶段,采用候选刀具集优选灰关联决策[12]解决个体刀具选择部分基因,其流程图如图5所示。

图5 候选刀具集优选灰关联决策
在种群初始化阶段,每个染色体根据特征加工排序部分基因,使用候选刀具集优选灰关联决策方法,生成刀具选择部分的基因。
3.2 选择操作
NSGA-Ⅱ算法是求解多目标优化问题的经典算法之一,算法采用非支配排序、计算拥挤度和精英策略提升种群整体质量和提升算法性能。但此算法在迭代后期会出现Pareto层次较少,采用分层序号以及拥挤度作为选择优良个体的方式,转变为个体拥挤度作为选择优良个体的主要影响因素[13]。为保证迭代中种群大小不变,需要在子代和父代中选择优良个体作为下一次迭代的父代种群。在算法迭代后期,非支配层减少,为了保持种群大小不变,需要淘汰一些个体,如果按照拥挤度距离从小到大淘汰,就有可能出现某一块区域较为密集的拥挤度小的解被集体淘汰,形成解集多样性降低和分布性较差现象,如图6中D、E、F点被集体淘汰。
针对经典算法淘汰方式的不足,提出动态拥挤度排序方式淘汰个体,将父代和子代个体按照分层规则和拥挤度距离规则排序,直接放弃个体拥挤度最小的,然后重新计算剩余个体的拥挤度距离,更新排序,再放弃重新排序后拥挤度距离最小的个体,直到剩余个体等于种群大小。如图6中B、D、F点被依次淘汰。剩余个体解分布如图7所示。

图6 个体解分布 图7 动态拥挤度排序选择个体
3.3 交叉
迭代进化前期,采用单点交叉法有助于发挥高位优良基因特性,迭代中后期,个体之间的差异性减少,这样会导致无效计算,而这种现象采用双点交叉法可以有效地改善。因此,定义一个相似度函数,其表达式为:
(16)

(17)
式中,L为染色体的长度;
ail为第i个染色体在第l位基因;
δ为自定义系数;
S(i,j)为相似度。
3.4 变异
变异指的是子代产生的变异,其目的是增加种群的多样性,扩大搜索空间,避免算法陷入局部最优。在迭代过程中使用随迭代次数递增的线性自适应变异概率可以使变异概率随迭代次数的增加而增大,增加迭代后期的多样性。变异概率计算表达式为:
(18)
式中,P0为初始变异概率值;
ρ为最大变化概率;
Nmax为最大迭代次数;
N为当前迭代次数。
改进后的NSGA-Ⅱ算法流程如图8所示。

图8 改进NSGA-Ⅱ算法流程
4.1 实例验证
铝合金城轨底架长为26 m,宽为2.4 m,待加工的特征类型有矩形通孔、矩形阶梯孔、矩形盲孔、阶梯孔、通孔、盲孔、滑槽共7种类型,加工多特征数量有500多处,加工过程中类型繁杂、尺寸杂乱、数目繁多、去除量大。现阶段,按照分组规划法进行加工,这种方式进行城轨底架整体加工导致刀具空走刀路径长、效率低。
因为底架中孔类型特征的数量占据总特征数量的三分之二,造成多特征之间关联信息不明显且后期路线模拟拥挤,所以选取矩形通孔、矩形阶梯孔、矩形盲孔、通孔、盲孔和滑槽共108处进行实例验证,图9所示为城轨底架多特征展示图,图中的数字为待加工特征的编号。

图9 城轨底架多特征展示图
改进NSGA-Ⅱ算法采用MSOS编码设计,在种群初始化时期根据多特征加工排序部分对刀具选择部分的刀具基因进行确定,采用候选刀具集优选灰关联决策对每个基因位刀具进行确定。表1为候选刀具集刀具信息表。

表1 候选刀具集刀具信息
通过候选刀具优选灰关联决策[13]方法计算,表1中刀具的关联度R如式(19)所示。
(19)
若关联度ri越大,则说明该候选刀具与最优候选刀具最接近,由R计算结果得出,最终候选刀具选择优先级如式(20)所示。
T4>T6>T5>T2>T1>T3
(20)
对城轨底架多特征加工进行模拟仿真,确定坐标原点为待加工特征的起点和终点,之后通过改进NSGA-Ⅱ算法实现刀具空走刀路径的优化。
对不同方案下待加工特征之间空走刀路径和换刀次数进行对比。方案如下:
(1)按照不同类型、不同尺寸范围进行分组规划法进行加工路径规划;
(2)按照NSGA-Ⅱ算法进行加工路径规划;
(3)按照改进NSGA-Ⅱ算法进行加工路径规划。
随机进行100次待加工特征空走刀路径和换刀次数试验数据,得到了对待加工特征采用分组规划法工艺、采用NSGA-Ⅱ算法和改进NSGA-Ⅱ算法的相关数据如表2所示。

表2 100次待加工特征空走刀路径和换刀次数试验数据
通过仿真实验,表3用数据详细描述了分组规划法和改进NSGA-Ⅱ算法求解的刀具空走刀路径,为实例验证中多特征加工路径提供最优方案。
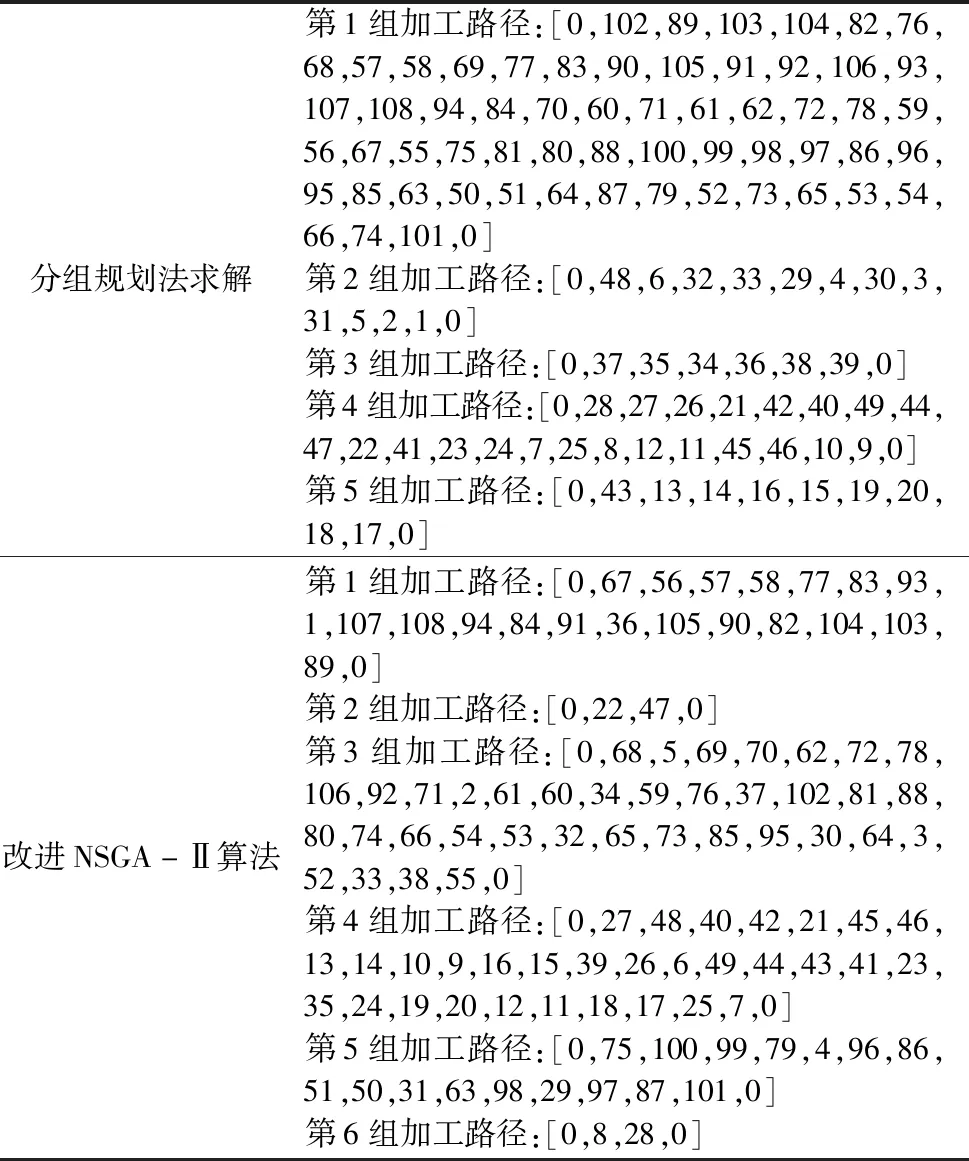
表3 待加工特征模拟路径
4.2 结果分析
通过表2和图10可以看出,采用改进NSGA-Ⅱ算法相较于分组规划法对城轨底架加工的刀具空走刀路径和换刀次数有所提高。

图10 多特征刀具空走刀路径和换刀次数
通过分析图10,对于刀具空走刀路径仿真结果的平均值,改进NSGA-Ⅱ算法求解结果相对于分组规划法的求解结果缩短了16.5%。改进NSGA-Ⅱ算法求解结果相对于NSGA-Ⅱ算法的求解结果缩短了1.2%。
对于刀具空走刀路径和换刀次数仿真结果的最小值,改进NSGA-Ⅱ算法求解结果相对于分组规划法的求解结果分别缩短了34.2%和25%,改进NSGA-Ⅱ算法求解结果相对于NSGA-Ⅱ算法的求解结果分别缩短了7.4%和25%。
目前,城轨底架采用分组规划法进行加工路径规划。在整个加工过程中,相同特征之间的空走刀路径、不同特征之间的空走刀路径和换刀路径造成刀具空走刀路径的增加,影响城轨底架的加工效率。而采用改进NSGA-Ⅱ算法进行优化后,能够合理的规划刀具的走刀路径,优化整体加工过程中刀具的空走刀路径和换刀次数,从而提高城轨底架的加工效率。
针对城轨底架工艺路线中刀具空走刀路径,采用分组规划法,导致加工效率低和换刀次数多。通过对城轨底架多特征之间的联系和刀具信息的研究,采用改进NSGA-Ⅱ算法对其刀具空走刀路径和换刀次数进行优化。
通过仿真实验对比验证分析,采用MSOS染色体编码,对NSGA-Ⅱ算法进行选择、交叉和变异改进,能够实现刀具空走刀路径的合理规划,优化了刀具空走刀路径和换刀次数,提高了城轨底架的加工效率。
对于城轨底架多特征加工中刀具寿命导致换刀问题,对于同一特征在精度要求下使用不同刀具的优先级顺序问题,以及整个工艺路线中能源的消耗问题和刀具磨损问题,需要对刀具信息进一步整理、分析,对加工工艺实际生产进行详细剖析。上述问题将在下一步工作研究中逐渐完善、解决。
猜你喜欢底架城轨刀具某型起重机底架有限元分析专用汽车(2020年3期)2020-04-07铝合金地铁底架地板自动焊接变形控制金属加工(热加工)(2020年12期)2020-02-06无织构刀具与织构刀具铣削性能对比研究制造技术与机床(2019年11期)2019-12-04漫说城轨城市轨道交通(2018年5期)2018-07-06漫说城轨城市轨道交通(2018年3期)2018-05-17漫说城轨城市轨道交通(2018年2期)2018-04-18漫说城轨城市轨道交通(2018年1期)2018-03-13切削刀具刃口形貌对刀具使用寿命的影响制造技术与机床(2017年7期)2018-01-19多功能刀具发明与创新(2016年5期)2016-08-21160t铁路救援起重机底架展腿挡块安装方法新时代职业教育(2016年2期)2016-02-06 相关热词搜索:底架,路径,特征,





