F55,双相不锈钢阀盖制造工艺及产品质量验证
时间:2023-04-21 18:55:04 来源:千叶帆 本文已影响人
文/余鸣亮·浙江联大锻压有限公司
曹峰华·上海电机学院
基于优异的力学性能和耐氯离子腐蚀性能,双相不锈钢产品越来越广泛地应用在海洋平台、深海石油管道等工况下,作为阀体承压件和控压件的材料,比较典型的材料有美标ASTM A182/A182M-2018 中的F53 和F55。对于高安全性能阀门锻造生产企业,不仅要严格控制锻件的外观成形质量,更要严格控制产品内部组织性能等要素,本文以F55 材质双相不锈钢阀盖产品为例,主要介绍一下其成形工艺及锻件性能分析。
阀盖产品材质为F55 双相钢,产品整体为两侧带大法兰的中空零件,结构较规则,成形工艺上适合锤锻开坯和胎模锻造联合成形工艺。
F55 双相不锈钢阀盖对原材料要求较高,需要采用AOD 冶炼技术,钢锭成分应符合表1 成分要求。

表1 F55 双相不锈钢成分组成(质量分数,%)
针对此阀盖产品,首先采取锤锻开坯、冲孔,然后采取胎模锻成形,成形工艺流程如图2 所示。将加热好的圆柱形坯料放置于锤锻工作台上进行镦粗制坯;
在镦粗后的坯料上端中心放置锥形模具,预成形中心孔;
将坯料翻转,冲掉连皮;
采用专用的胎模在锻造设备上锻造成形。在锻造过程中严格控制产品的锻造温度,该材质锻件始锻温度不能高于1180℃,加热温度过高会出现超量铁素体,影响双相不锈钢的使用性能,终锻温度不能低于950℃,若锻造过程中锻件温度低于950℃,应回炉进行保温,再进行二次锻造。

图1 F55 材质双相不锈钢阀盖

图2 阀盖锻造成形工艺流程
图3 所示为现场锻造F55 双相不锈钢阀盖产品的锻造过程,依次为坯料、镦粗、冲孔、胎模成形获得成品。锻造产品冷却后测量外观无裂纹、折叠等缺陷,外形尺寸合格,满足机加工图纸要求。

图3 阀盖锻造成形过程
为了使F55 双相不锈钢阀盖锻件得到较高综合力学性能及良好的内部组织,需要对产品进行固溶热处理,合适的热处理工艺能够获得稳定的两相组织,在热处理过程中需严格控制冷却介质的温度,要确保热处理前冷却介质的温度不能高于40℃,冷却后介质的温度不能高于50℃。热处理曲线如图4 所示。

图4 阀盖锻件固溶热处理曲线
基于F55 双相不锈钢阀盖的恶劣使用工况,同时要确保锻件满足客户的使用要求,对固溶热处理后的锻件取样进行力学性能分析、点腐蚀试验、金属间有害相评价、铁素体含量测定,以确保所供产品的质量满足使用要求。
力学性能分析
依据ASTM A370-2020 钢制品力学性能试验方法和定义,分别在万能试验机和冲击试验机上进行了拉伸试验和冲击试验。表2 中数据是锻件热处理后的性能试验数据和标准要求数据的对比,锻件试样所得数据值均高于标准值要求,表明锻件抗拉强度、屈服强度、伸长率、断面收缩率均符合力学性能要求。

表2 锻件热处理后的性能试验数据和标准要求数据的对比
在锻件不同位置沿横纵两个方向获得两个冲击试样,冲击试样取样位置如图5 中的A、B 所示。在-46℃的环境下,对两个试样进行了冲击试验,试验数据见表3,测得平均冲击功分别为229J 和226J,试样冲击功差别较小,均满足该材质锻件的使用要求。

图5 冲击试样取样位置
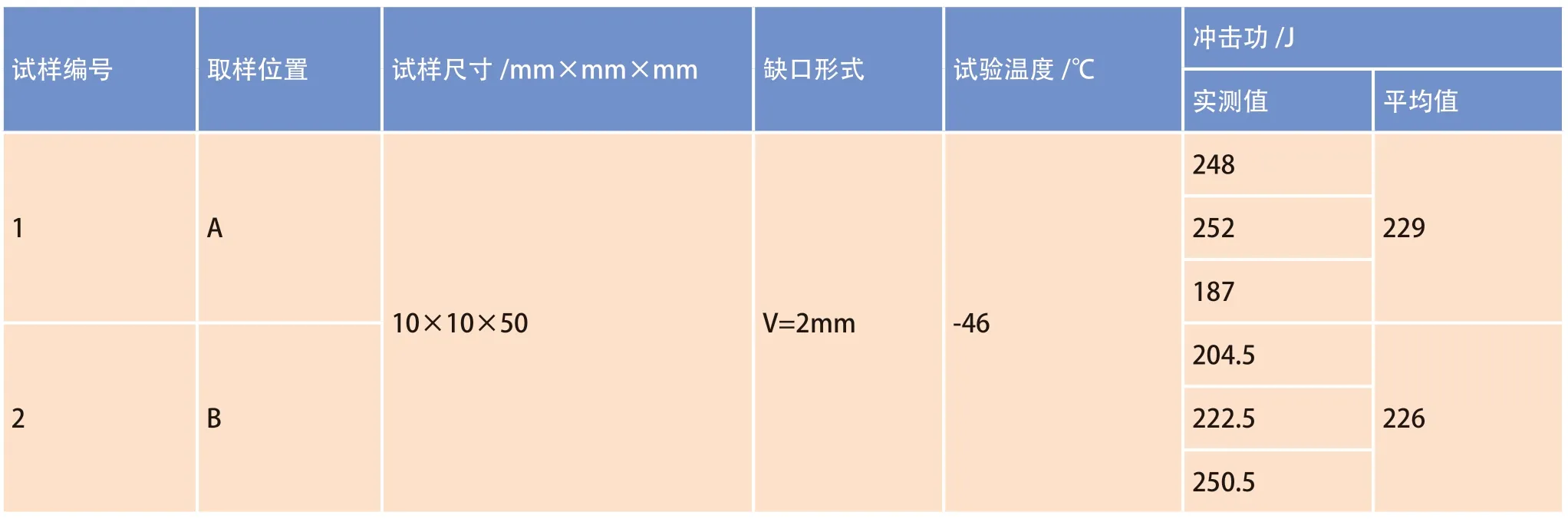
表3 锻件不同位置的冲击功
点腐蚀试验分析
通过对双相不锈钢的抗点蚀性能分析,可以判定此产品在石油输送、氯碱工业、海水淡化等领域的使用寿命。依据ASTM G48-2011(2020)用氯化铁溶液测试不锈钢和相关合金抗点蚀和缝隙腐蚀性能的标准试验方法(A 法)进行试验分析。在试验过程中要注意以下几点:⑴试样表面要经打磨处理;
⑵腐蚀产物要经过清水冲洗→毛刷擦除→超声波清洗→酒精清洗吹干等步骤。试样尺寸分别为49.94mm×24.92mm×4.90mm和49.92mm×24.91mm×4.93mm,试样表面积为3.3×103mm2,选用浓度6%的FeCl3对试样进行测试,测试温度为50℃,测试时间48 小时,通过对试样进行称重,最终测得的点蚀试验数据如表4 所示,质量损失率分别为0.84g/m2和0.74g/m2,满足客户要求,同时在图6 点蚀金相图中未发现明显的点蚀痕迹,说明F55 双相不锈钢阀盖具有优良的耐点腐蚀性能。

表4 点腐蚀试验测试结果

图6 点蚀后金相图
金属间有害相评价
双相不锈钢中的析出相大多含有较高含量的Cr、Mo 和N,其析出不但造成材料耐腐蚀性能的显著下降,而且会给后续钢的成形带来很大的困难,研究表明这些相中危害最大的是σ 相,具有四方结构的σ 相是关键有害相,即使有少量的σ 相也对双相不锈钢塑韧性和耐腐蚀性能危害极大。
依据ASTM A923-2014 检测双相奥氏体-铁素体不锈钢中有害金属间相的试验方法进行评价。如图7 所示,在400 倍倒置金相显微镜下观察,铁素体和奥氏体相均匀分布,未发现金属间有害相,无金属化合物相析出,各晶界边缘光滑。

图7 金属有害相评价金相图(400×)
铁素体含量测定
通常,双相不锈钢中铁素体相与奥氏体相的比例为30%~70%时,可以获得良好的性能。目前,双相不锈钢中铁素体和奥氏体两相比例一般采用控制双相不锈钢化学成分和选择合适的热处理制度来实现。
依据ASTM E562-2019 用系统人工点计数法测定体积分数标准试验方法进行评测。将所取试样进行清洁、打磨、抛光,选用氢氧化钠水溶液腐蚀剂,腐蚀时间为10s,并在400 倍显微镜下进行观察,经过显微镜观察获得的数据如表5 所示。最终测得铁素体含量为45.6%±5.1%,铁素体与奥氏体两相相比接近1∶1,结果表明F55 双相不锈钢锻件原材料化学成分和热处理工艺满足要求。

表5 铁素体含量测定表
通过制定F55 双相不锈钢阀盖锻造成形工艺、热处理工艺以及对最终锻件产品进行性能试验检测,主要验证了以下两点:
⑴先镦粗、冲孔制坯再胎模锻造成形工艺方案可以获得外观质量良好的阀盖锻件;
⑵经过对阀盖锻件综合全面的分析,F55 双相不锈钢阀盖锻件的综合机械性能好,耐腐蚀性能优良,无有害相析出,同时铁素体含量表明阀盖锻件化学成分及热处理工艺合格,验证了该产品锻造及热处理工艺可行。








