高温高压飞灰过滤器的设计和制造要点分析
时间:2023-03-01 13:00:07 来源:千叶帆 本文已影响人
夏文武,张志华
(中国五环工程有限公司,湖北 武汉 430223)
高温高压飞灰过滤器是AP粉煤气化工艺除灰工序中的关键设备,在E-Gas气化工艺、KBR气化工艺、U-Gas气化工艺中亦有类似设备的应用,其作用是除去粗合成气中的飞灰。一般情况下,过滤后的合成气中含灰量通常要求小于5mg/m3。过滤后的合成气被送到文丘里洗涤器和洗涤塔中,进一步去除微量杂质。过滤得到的飞灰经降压、冷却、气提送至飞灰储罐贮存和外输。本文将对该类设备的主要设计和制造要点进行总结。
以AP粉煤气化工艺为例,高温高压飞灰过滤器内主要介质走向见图1。来自气化炉的粗合成气从筒体下部管口进入飞灰过滤器,经入口分布器均匀分布后,经上升管上升至主管板底部。然后,粒径大的飞灰在重力和下行气流的引导下沉降至罐体下部;
粒径小的飞灰被拦截并聚集在滤芯外表面。通过一段时间的积累,滤芯外表面上的飞灰形成一层滤饼。随着滤饼不断变厚,滤芯内外压差逐渐增大,当达到一定压力或者超过设定的时间时,由控制系统开启脉冲反吹阀,高压反吹气经反吹管和文丘里进入每簇滤芯内,短暂形成管内压力高于管外压力,从而将附着在滤芯的临时滤饼吹掉,在重力和下行气流的作用下沉积于罐体下部。所有滤芯簇的反吹清灰是由控制系统控制的,当一组过滤元件进行清灰时,其他滤芯簇正常过滤,这样可以保证装置连续运行,实现在线反吹。

图1 主要介质走向示意
高温高压飞灰过滤器主要由过滤器(包含壳体、主管板、滤芯簇等)、反吹系统(包含高压气体缓冲罐、脉冲阀、反吹管、文丘里等)以及保温和伴热系统三部分组成,其主要结构示意见图2。

图2 主要结构示意
3.1 主要设计参数
高温高压飞灰过滤器的主要设计参数见表1。

表1 高温高压飞灰过滤器主要设计参数
3.2 材料的选择
充分考虑设备的操作条件、材料的力学性能、耐腐蚀性能等方面,主要零部件选材见表2。

表2 主要零部件选材
当压力容器温度≥204℃,与氢气相接触时为氢腐蚀环境,在高温高压飞灰过滤器内介质中,氢气最大体积分数约为18.23%,操作氢分压可达到0.75MPa(a)。查Nelson曲线可知,与合成气接触的容器壳体基材应选抗氢钢(1.25Cr-0.5Mo及相当材料)。
铁基合金与硫化物在温度超过260℃时将会产生硫化反应,且在氢气环境下将会加速硫化腐蚀。因为合成气中含硫化氢,且操作温度220~360℃,所以存在高温硫化物腐蚀(氢气环境)的可能性。为缓解高温氢气/硫化氢对设备基材的腐蚀损伤,在基材内侧复合一层奥氏体不锈钢。具体来说,容器壳体可复合S30403钢板,管口和人孔等锻件堆焊S30403。根据自身结构特点,主管板可采用锻件两侧堆焊S30403,也可以采用S30403钢板拼焊而成。
3.3 滤芯的选择
滤芯是由多孔烧结材料制作,主要有两大类:陶瓷多孔烧结材料和金属多孔烧结材料。陶瓷滤芯由粗糙的多孔碳化硅作为支撑体,与以莫来石为主要成分的细过滤膜结合而成。陶瓷滤芯具有良好的耐高温、耐腐蚀性能,在AP粉煤气化装置中大量应用。Fe3Al金属滤芯由Fe3Al金属间化合物粉末制成,该种滤芯在KBR和E-Gas煤气化工艺装置中Fe3Al金属滤芯应用较多。目前,在国内多家采用AP气化工艺技术的企业中,也有采用Fe3Al金属滤芯部分或整体代替陶瓷滤芯的案例。
文献[1-3]表明,Fe3Al金属滤芯和陶瓷滤芯相比较而言,各有优势,有以下几方面的表现:① Fe3Al的压差(压力降)要明显低于陶瓷滤芯,表现出较陶瓷滤芯更优的渗透性能;
② Fe3Al滤芯抗弯强度明显高于陶瓷滤芯,相对来说更不易折断损坏;
③ 陶瓷滤芯的抗腐蚀性能优于Fe3Al滤芯。Fe3Al滤芯在实际应用条件下,H2S气体会与基体发生反应,生成铁的硫化物,造成腐蚀。当陶瓷滤芯使用后,基体表面没有发现硫化腐蚀反应痕迹,基体表面干净;
④ 滤芯清洗后,陶瓷滤芯和金属滤芯过滤效果都明显变差,寿命不如首次使用。
为了避免滤芯出现故障后,粗合成气进入主管板上侧污染清洁合成气,安保滤芯由供货商推荐使用。安保滤芯的安装示意见图3。在下部滤芯破裂的情况下,粗合成气以较高的速度进入安保滤芯,安保滤芯壁膜微孔很快被堵塞,产生有效密封,阻止粗合成气进入清洁气体一侧,避免造成污染。

图3 安保滤芯安装示意
3.4 入口分布器的设计
粗合成气入口接管设置在滤芯下端和飞灰设计最高积灰面之间,该接管位于外壳的筒体或下部锥段上。入口分布器的典型图见图4。进入分布器的粗合成气被均匀地分布到多个上升管道中,上升管沿设备中心均匀布置,上升管道的顶部出口临近主管板下表面。在主管板下表面受冲击,应采取防侵蚀措施。除上升管出口外,入口分布器所有流道终端均采用椭圆封头封闭,允许固体堆积,从而减轻流动冲击的侵蚀。在设计上升管的数量和直径时,在各种操作工况下应保持上升管内粗合成气流速在4~10m/s。
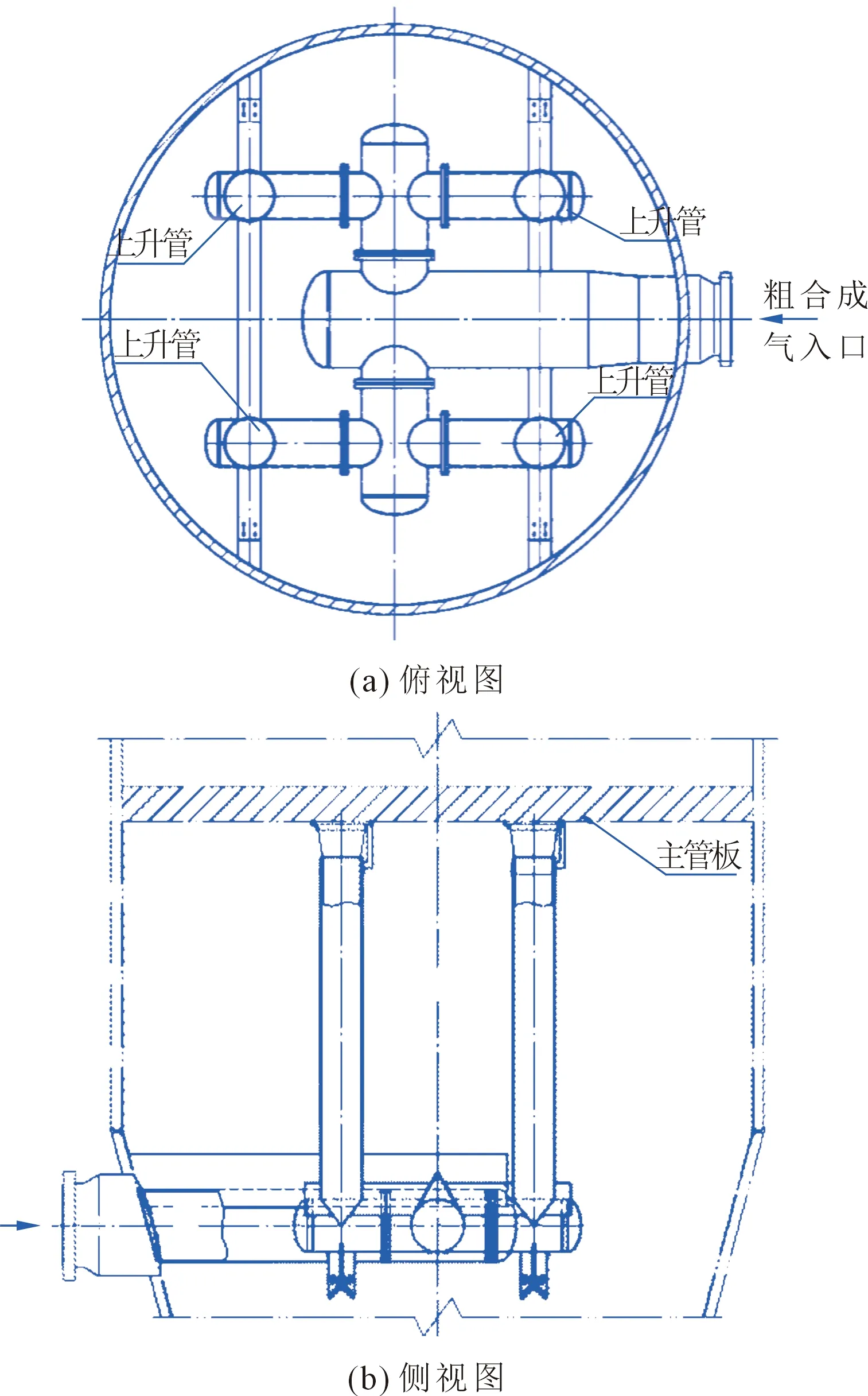
图4 入口分布器典型图
对于入口分布器的固定和支撑,在不干扰滤饼从滤芯掉到罐体下部,并防止飞灰在该加固物上堆积的情况下,允许进行附加加固。
3.5 滤芯簇的布置
滤芯簇的布置原则是所有滤芯簇尽量沿设备中心轴对称布置。入口分布器的上升管沿设备中心轴对称布置,每个上升管周围的滤芯簇尽量对称布置。上升管和滤芯簇的典型布置见图5。

图5 上升管和滤芯簇典型布置
3.6 主管板的设计
主管板的结构有两种:一种是不锈钢板材拼焊结构(简称为“空心管板”),另一种是铬钼钢板材或锻件堆焊不锈钢结构(简称为“实芯管板”)(见图6)。空心管板与压力容器壳体的连接方式主要为螺栓铆接。除了螺栓铆接方式外,实心管板与压力容器壳体可直接相焊,其角接接头为全焊透结构。

图6 空心管板和实心管板结构
3.7 合成气进出口接管和法兰的设计
如图2所示,N1和N2管口分别是粗合成气进口和干净合成气出口。两个管口具有3个共同特点:① 管口口径较大,一般公称直径在DN600及以上:② 相同的工作环境,如易爆的合成气、高温、较高压力等;
③ 承受较大的接管外载荷;
④ 设备位于装置框架顶部,检修不方便。一旦设备发生泄漏或者法兰管道等发生损坏,设备内的可燃物将发生泄漏,会导致火灾、爆炸等后果。
N1和N2接管和接管法兰的设计需要重点考虑如下3个方面:① N1和N2接管开孔采用整体补强形式,补强管与壳体的连结采用全焊透形式;
② N1和N2接管法兰采用长颈对焊法兰,优先采用无垫片焊接密封;
③ N1和N2接管开孔补强、接管法兰和配对法兰的设计应考虑管道载荷的影响。
3.8 反吹系统
反吹系统的目的是清除滤芯上的临时滤饼,保持主管板两侧压降在一定范围内。一般反吹气采用氮气或者二氧化碳。
3.8.1高压气体缓冲罐的设计
高压气体缓冲罐是一个大直径环管,环管上设置反吹气进口、反吹气出口、排放口以及温度和压力仪表接口。环管内直径规格一般为DN500或DN600,环形直径由所需最小反吹气总容积确定。缓冲罐出口与过滤器上封头的反吹气接口一一对应,数量与滤芯簇数量相同,反吹气接管沿环管周向布置。高压气体缓冲罐是通过周向均布的支座支撑在过滤器的封头上。
3.8.2脉冲反吹阀
脉冲反吹阀的工作模式有两种:一种是差压运行模式,另一种是时间运行模式。
差压运行模式下,正常的压差值为0~100kPa,报警值是35kPa。在设定的压差范围内,脉冲反吹阀吹扫的间隔时间是不同的,反吹吹扫时间是相同的。随着压差的增大,反吹间隔时间变小,当压差超过30kPa时,反吹间隔时间最小,达到15s,反吹频率增大,直到压差值变小,达到工艺要求的正常值。之后,反吹频率减小。
时间运行模式下,脉冲反吹阀的间隔时间为程序设定的固定值,按照次序逐一吹扫,不会因压差的变化而改变。
脉冲反吹阀是反吹系统的重要部件,若其出现问题,反吹就无法正常进行,滤芯得不到有效清洁,飞灰持续在滤芯外壁上集结,进而导致架桥或滤芯断裂,最终使工艺系统停车。长期使用后,脉冲反吹阀可能会出现阀瓣松脱、密封件失效、导向套损坏等问题,相关文献[4,5]针对这些问题进行了分析,并提出了改进措施。
3.8.3文丘里
如图6所示,高压反吹气作为工作流体通过反吹管进入喷嘴,以很高的速度进入文丘里喇叭口,致使喇叭口处产生低压区,对清洁合成气产生抽吸作用。反吹气和合成气混合后形成一股压力居中的混合流体,在扩压室内混合流体动能不断转化为压力能、轴向上压力慢慢增高,在不消耗机械能的情况下,提高混合气的反吹压力。这股反吹气与过滤气流方向相反,克服过滤方向上的压降和滤饼黏合强度,达到去除临时滤饼的目的。由于反吹气以活塞流的形式进入滤芯,清洁合成气不会对滤芯造成热冲击,并均匀分布在滤芯横截面上。因此,整个反吹过滤系统是均衡的。一般反吹气体操作压力约为过滤器操作压力的2倍。

图6 文丘里
3.9 伴热和保温
为防止过滤器工作时反吹气温度降到露点温度以下,造成露点腐蚀,高压气体缓冲罐、过滤器和外部反吹气管线都需要伴热和保温,使系统内介质温度保持在200℃以上。以高压气体缓冲罐的伴热和保温为例,若反吹气温度过低,反吹气会影响滤芯上滤饼的质量,使滤芯受潮,使滤饼的黏附力增强,增加滤芯间飞灰架桥、滤芯断裂的风险。因此,反吹气温度低于200℃时,不能对滤芯进行反吹。反吹气的温度和压力是通过高压气体缓冲罐上的温度和压力仪表进行测量。
伴热方式有蒸汽盘管伴热和电伴热两种,一般工程项目中高温高压飞灰过滤器采用蒸汽盘管伴热。在设计和施工蒸汽盘管系统时要注意3点:① 盘管尽可能全面覆盖设备壳体、接管及其外部附件,且与其外表面贴合;
② 盘管应巧妙地躲避接管、支座、保温支撑圈等附件;
③ 设备壳体需焊后热处理,热处理前壳体上所有与壳体相焊的垫板应完成施焊。
3.10 强度计算
3.10.1零部件的强度计算
压力容器主要受压元件的设计既可采用规则设计方法,也可采用分析设计方法,采用后者可实现设备轻量化。在充分考虑温度、压力等载荷的作用下,主要的机械强度计算包括:筒体、封头、环管、主管板等主要受压元件的强度校核、开孔补强校核、接管载荷下管口局部应力分析、支座的强度和稳定性校核,以及内外部构件的设计和校核计算,例如吊耳、支耳等。
3.10.2实心主管板及支撑的有限元分析
根据管板几何尺寸和支撑特点,采用1/4对称模型。以某项目工程为例,边界条件和载荷的考虑如下:① 主管板与支撑台是螺柱垫片连接,对于主管板为简支约束,螺柱力应保证由主管板上下的压差和螺栓预拉伸引起的螺栓力值小于许可的螺栓拉伸力;
② 管板上部设计压力4.4MPa,管板下部设计压力4.475MPa(即管板上下压差75 kPa),设计温度为380℃;
③ 压差作用范围包括滤芯对应的面积,由于模型中不包含滤芯,而是把作用在滤芯上的压力产生的轴向力施加在小管板管孔壁面上;
④ 重力作用的考虑。除了主管板自重外,还应考虑文丘里、滤芯组件的重力作用,这些重力载荷均匀分布在小管板安装孔的周围区域。
图7为主管板变形量云图,可以看出,径向变形量从主管板中心到周边是递增的,且变形量较小(相对轴线变形);
轴向变形量从主管板中心到周边是递减的,最大轴向变形量可达6.49mm,主管板上开孔四周变形量不同,靠近主管板中心的开孔四周变形量差最大。

图7 变形量分布云图
图8为主管板应力强度分布云图,可以看出,主管板上最大应力强度分布在靠中心的开孔孔桥上,这些孔桥的上侧应力强度比下侧要大;
靠主管板中心的开孔四周应力强度分布不均匀度比远离中心的要大;
支撑台上最大应力强度分布在螺栓孔内侧(靠壳体侧)。

图8 应力强度分布云图
在高温、高压下,飞灰过滤器的整体制造和检验、主管板的制造难点、内件安装等方面,国内多家单位已经积累了许多宝贵经验,具体可见参考文献[6-12]。在这里,笔者总结如下几个制造难点:① 当直径大、厚度大的CrMo钢复合板筒体在制造时,筒节对口错边量要求高,不超过2mm;
② 大直径球形封头须分瓣成型或组对,封头上开孔较多,且孔间距有严格公差要求;
开孔外侧有与高压气体缓冲罐直连的管系,内侧有反吹管、法兰、文丘里和小管板,而且这些部件之间的同心度要求高,不超过2mm;
③ 直径和厚度均较大、曲率小的锥体制作,不等厚锥体的组对;
④ 针对尺寸大、结构复杂、制造难度大的空心管板的变形量控制;
⑤ 实心管板整体堆焊时,焊接变形的控制、整体水平度的达标和开孔周围密封面的加工精度;
⑥ 内件的现场安装是一个很重要的环节,它既是对车间制造部件质量的再次检验,也是考验现场安装人员在内件的验收、储运、安装前的准备工作、安装验收等环节的施工水平。
在多种粉煤气化工艺中,高温、高压飞灰过滤器及类似设备在结构上虽不尽相同,但其工作原理和设计理念相同。高温、高压飞灰过滤器在实际运行中通常出现滤芯断裂、脉冲反吹阀故障、合成气泄漏、文丘里倾倒等问题,影响装置的稳定运行。若要从根本上解决这些问题,必须在设计、制造和安装、检验、操作等各个环节严格把控。笔者结合实际工程案例,全面地介绍了高温高压飞灰过滤器的工作原理、结构特点、设计参数、材料选择及滤芯选择,并对主要零部件的结构设计和机械强度校核、设备的制造和安装等进行了一一介绍。希望本文为同类产品的设计和制造提供帮助,优化产品结构,提高产品质量。
猜你喜欢 文丘里滤饼管板 蓄能反吹卸料过滤器机电产品开发与创新(2022年2期)2022-04-13废水蒸发器环形管板的计算化工设备与管道(2021年4期)2022-01-19文丘里管与弯管水力特性的数值模拟科学技术创新(2021年18期)2021-06-23高强轻质重整加热炉管板结构优选与优化分析化工机械(2021年2期)2021-05-18水基钻井液滤饼去除方法化学工程师(2021年11期)2021-01-10换热器不同工况下管板的应力分析与评定化工机械(2020年5期)2020-11-14——非均布滤饼的局部比阻与平均比阻的测定与计算方法">等压滤饼过滤过程中五个基本理论问题之探讨——非均布滤饼的局部比阻与平均比阻的测定与计算方法化工装备技术(2020年4期)2020-09-09甲醇合成塔管板有限元分析及优化河南科学(2020年3期)2020-06-02高温高压飞灰过滤器文丘里管故障原因分析及应对措施化工管理(2020年10期)2020-04-30低压灌溉系统中文丘里施肥器吸肥性能试验分析农机化研究(2019年2期)2019-12-22 相关热词搜索:过滤器,高压,要点,






